干气密封技术在大机组上的运用及故障分析
介绍了带中间迷宫的串联干气密封在中石油塔里木石化分公司大化肥三大机组上的成功应用,通过对干气密封的工作原理、密封典型布置方式、密封端面槽形结构特点及一级密封气系统、二级密封气系统、隔离密封气系统、放空气控制系统及增压系统的流程、工作特点以及三台机组干气密封异同点的描述,结合其良好运行的效果,认识到干气密封与其他密封相比,在诸多方面有非常明显的优势,具有很高的应用推广价值,并提出了干气密封日常操作与维护的注意事项,对机组干气密封存在及出现的问题进行了分析处理。
一、前言
塔里木石化分公司是年产45万t合成氨、80万t尿素的化肥项目,于2010年5月建成投入正常生产。出于工艺介质危险性、对环境污染及一次性投入成本的综合考虑, 在化肥5大机组中,空气压缩机轴封为浮动碳环密封,二氧化碳压缩机轴封为抽充气迷宫式密封,而合成气压缩机、氨压缩机及原料气压缩机轴封为干气密封,干气密封是一种非接触带螺旋槽的机械密封,与其他密封相比,磨损小、能耗低、寿命长、泄漏量少以及维修量低,它是非接触式密封,不受pv值限制, 所以干气密封特别适用于高压、高速以及易燃、易爆、有毒、有害气体条件下的大型离心式压缩机。
二、干气密封工作原理
在干气密封中最核心部件为动环和静环,在动环与静环的径向面之间形成密封,密封环精度等级非常高,螺旋槽被刻在动环上,深度为2.5~10μm,其槽从环外沿开始向中心延伸,到环中部结束,螺旋槽分为单向和双向,如图1所示。
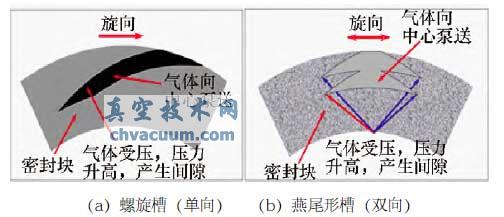
图1 干气密封原理示意
在静止状态时,动环与静环在弹簧力作用下,其密封面贴合在一起,当转动时,气体被输送到螺旋槽根部,即密封气坝,因气坝阻挡作用,使气体压力上升,其力将动静环推开,当弹簧力和闭合气体力等于环间气体开启力时,在动静环之间形成2.5~5μm厚度的气膜,如图2所示。
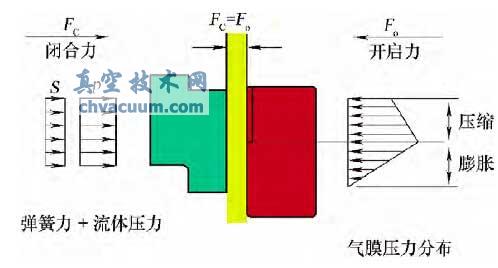
图2 正常间隙气膜压力
因外界干扰,当密封面间隙减小时,在螺旋槽中气膜产生的压力将急剧上升,即气膜反力增加,开启力大于闭合力,迫使动静环之间的密封间隙增大,从而恢复到正常值,如图3所示。
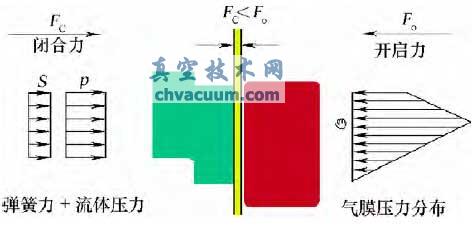
图3 间隙减小气膜压力
当情况相反时,动静环之间的密封间隙增大,气膜反力减小,开启力小于闭合力,迫使动静环之间的密封间隙减小,从而恢复到其平衡位置如图4所示。
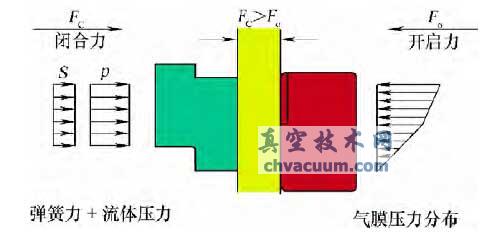
图4 间隙增大气膜压力
从上分析知,在螺旋槽中气膜产生的动压力总是能平衡外界对动静密封间隙的干扰,所以干气密封运行很稳定,由于气膜的形成,使动静环保持分离,因此真空技术网(http://www.chvacuum.com/)认为密封面无磨损,运行可靠、寿命长。
三、干气密封的结构
根据气体成分、气体压力、装置工艺状况以及现场环保、安全要求,压缩机可采用不同的干气密封结构形式。
1. 布置形式
干气密封主要有单端面、串联和双端面三种布置形式。
1)单端面密封又被称为单级密封,主要用于中、低压,同时允许少量介质泄漏到大气中的场合,例如压缩机的介质为氮气和空气等,如图5所示。
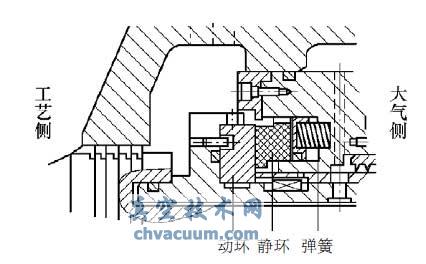
图5 单端面密封结构
2)串联式干气密封是由两套或更多套干气密封首尾相连而成,通常使用两级密封结构如图6所示,其中第一级密封承担大部分或全部负荷,被称为主密封;而第二级承受小部分或不承受负荷,被称为备用密封。在第一级和第二级密封之间通入氮气就形成阻塞密封,保证工艺气体不向大气泄漏。在介质压力很高的场所,可使用三级串联密封。
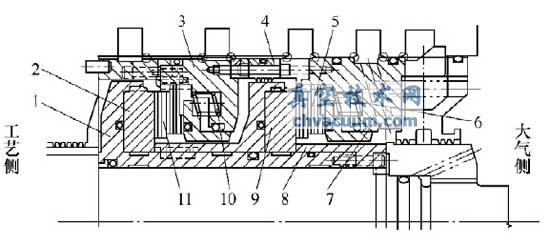
图6 两级串联式密封结构
1.轴套 2.一级动环 3.一级弹簧座 4.中间迷宫密封环 5.二级静环 6.二级弹簧 7.二级弹簧座 8.固定环 9.二级动环 10.一级弹簧 11.一级静环
3)双端面密封是面对面布置的两套单端面密封,适用于允许少量密封气进入工艺介质中的场合,如图7所示。密封气,一般为氮气,分为三部分:一部分称为缓冲气,进入缓冲气腔,经过迷宫齿后全部进入缸内,其作用是阻止机内介质污染密封;另一部分称为主密封气,进入主密封腔,在密封端面形成气膜,其中一部分气向内侧泄漏和缓冲气混合进入机内,另一部分气通过密封端面和隔离气混合放空;第三部分称为隔离气,进入隔离气腔,部分隔离气经轴承箱放空,其目的是阻止润滑油进入密封端面,另一部分隔离气与泄漏的主密封气混合放空。
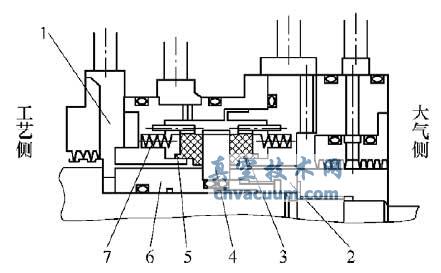
图7 双端面密封结构
1.弹簧座 2.锁紧套 3.静环 4.动环 5.O形圈 6.轴套 7.弹簧
串联干气密封的安全性是较高的,它是易燃、易爆工艺气体密封首选的典型布置方式。
2. 干气密封端面槽形
端面槽形是干气密封的核心部分,其常见槽形有螺旋槽、弧形槽、矩形槽、人字形槽、燕尾形槽以及T形槽等,这些槽中又分为两大类,即单旋向和双旋向槽, 如图8所示。
单旋向槽可用于低转速的场合,在规定旋向下密封才可以产生开启力;如果反转,则会导致密封损坏,而双向槽无旋向要求,对于单、双向槽,工作间隙为1~2μm时,其气膜刚度差别较大,间隙为3~4μm时气膜刚度基本相同。
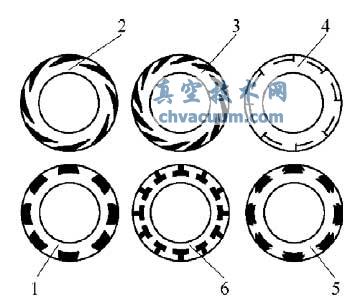
图8 常见槽形结构
1.矩形槽 2.弧形槽 3.螺旋槽 4.人字形槽 5.燕尾形槽 6.T形槽
对于合成气压缩机、氨压缩机及原料气压缩机,因考虑到压缩介质的危险性、其反转可能性,最终三台机组均选用串联式干气密封(见图6),合成气压缩机、氨压缩机采用双向燕尾槽结构,原料气压缩机采用单向螺旋槽结构,干气密封情况见下表。
干气密封参数

四、干气密封系统
合成气压缩机及氨压缩机干气密封系统由一级、二级密封气系统、泄漏放空气系统、隔离气系统以及密封增压系统组成,原料气压缩机原设计未有增压系统,后改进增设了增压密封线。
1. 低压缸干气密封系统
低压缸为两级压缩,4个叶轮一组,共8个叶轮,叶轮背靠背布置,轴向力抵消,没有平衡管,每一级进口都靠密封侧,缸体两侧轴封一级密封气分别有各自参考气压力,其压力分别为3.04 MPa和5.19 MPa。
(1)运行时一级密封流程 运行时,低压缸干气密封一级密封气使用低压缸出口工艺气,其压力为8.65 MPa,温度98℃,该气通过精密过滤器(精度为2 μm)后,分两路分别经过调压阀,参照缸内一级进口压力和二级进口压力进行压力调节,进入低压缸两侧的干气密封一级密封腔,其中大部分气体通过压缩机内侧迷宫密封进入压缩机中,仅少部分气体从一级密封动静环端面泄漏进入一级密封泄漏放空火炬管网。
(2)开机中一级密封流程 压缩机开机前,打开氮气阀,其压力为0.6 MPa温度为25℃,通过过滤器、调压阀、流量计进入干气密封一级密封腔,当缸体内压力达到0.3 MPa时,打开增压单元动力空气阀,其压力为0.4 MPa,起动增压泵(2台),其增压介质来自于低压缸出口,一级密封建立后,对低压缸进行氮气、工艺气置换及系统均压,然后起动机组,当压缩机升速到最低工作转速后 ,停增压泵,将低压缸出口气切入到一级密封中。
(3)停机过程中一级密封流程 机组停车前,起动增压泵,低压缸出口气通过增压泵升压后到干气密封一级密封腔,当机组停机后,缸内压力降至0.3MPa时,将氮气切入主密封,停增压泵。
(4)二级密封气系统 氮气来自管网,其压力为0.6M Pa,温度为25℃,经过精密过滤器,其精度为2μm,分为两路,分别作为高压缸、低压缸隔离气及二级密封气之用,二级密封氮气通过调压阀、流量计,进入二级密封腔,其中大部分氮气通过干气密封中间梳齿进入一级密封泄漏管道,与泄漏工艺气混合到火炬燃烧,其目的是阻止泄漏的工艺气到二级密封,只有少部分氮气通过二级密封进入二级密封泄漏管道而高点放空。
(5)隔离气系统 隔离气来源与二级密封气同路。该气源通过精密过滤器、调压阀,然后通过孔板φ2.6mm,其压力降至390kPa,进入低压缸后置迷宫密封腔,其压力稍大于轴承箱油压,其作用防止轴承润滑油进入干气密封。其中部分气体通过内侧梳齿与二级密封泄漏气混合后高点放空,另一部分气通过外侧梳齿到轴承润滑油烟气放空管现场放空。
(6)放空气控制系统 一级密封泄漏气为易燃、易爆工艺气,它与二级密封氮气混合后排放到火炬管网燃烧,二级密封泄漏气与通过内侧梳齿的隔离氮气混合后而高点放空,轴承润滑油挥发烟气与通过外侧梳齿的隔离氮气混合后放空至大气。流量监测报警装置安装在一级密封泄漏气管线上,用来监测干气密封运行情况,当一级密封泄漏量超出指标时,发出报警信号。
2. 合成气压缩机高压缸干气密封系统及氨压缩机、原料压缩机干气密封系统
合成气压缩机高压缸为两级压缩,一组由7个叶轮组成,另一组由1个叶轮组成,按同一方向排布,为抵消轴向力设置了平衡管,高压缸三段出口气作为干气密封的一级密封气,平衡气管处工艺气作为密封参考,其压力为8.68 MPa。氨压缩机为两级压缩,一组由2个叶轮组成,另一组由4个叶轮组成,叶轮按同一方向布置,为抵消轴向力,设置一级出口与二级出口相连的平衡管,压缩机二段出口气作为干气密封一级密封气,其密封参考气为平衡气管处工艺气及一段入口工艺气,其压力分别为0.428 MPa和0.249 MPa。原料气压缩机为一级压缩,5个叶轮按同一方向排布,为抵消轴向力,设置了平衡管,压缩机一段出口气作为干气密封一级密封气,其密封参考气为平衡气管处工艺气,其压力为1.52kPa。
因合成气压缩机高压缸及氨压缩机、原料气压缩机干气密封系统流程与合成气压缩机低压缸基本相同,不再赘述,其不同点如下。
1)对于合成气压缩机,增压泵为美国Haskel公司产品。高压缸为4台增压泵,型号为8AGD—14,低压缸为2台增压泵,型号为8AGD—5。2)对于氨压缩机,其增压泵与合成气压缩机低压缸增压泵共用。
3)对于原料气压缩机,因原设计没有增压系统,所以起动机组时采用降压起动技术,流程为:起动前,氮气0.5 MPa通入一级密封,打开副线向压缩机缸体充压,当其压力达到0.25 MPa时起动压缩机,当机组转速达3 500 r/min时,压缩机进、出口压差已达0.3 MPa,此时压缩机出口工艺气已投入到一级密封中,当缸体内压力达到入口管网压力时,打开压缩机入口主阀。
五、干气密封维护和运行
干气密封维护和运行应注意以下几点:
1)保证一级密封气、二级密封气和隔离氮气洁净、干燥,其流量和压力稳定。
2)在干气密封投用前要打开密封气管线低点导淋排净积液,防止密封损坏。
3)工艺气进入压缩机前,先投入一级密封气,以防止机内工艺气污染一级密封,开车正常后,当压缩机出口气压力超过密封参考气压力时,将压缩机出口气切换到一级密封中,此时停增压泵,当机组急停后, 应立即起动增压泵,当机内工艺气排净后方可停一级密封气。
4)压缩机开车时先投隔离气,然后起动压缩机润滑油系统,同样,停车后,先停润滑油系统,然后再切断隔离气。
5)对干气密封系统每天进行两次巡回检查,检查一级、二级密封气、隔离气的流量、压力情况以及过滤器堵塞、系统单元泄漏情况。
6)注意一、二级密封泄漏量的变化,及时发现干气密封出现的故障。
7)过滤器压差达到报警值0.18 MPa时应及时切换过滤器,在更换滤芯时,特别要注意其内部密封O形圈是否松动,以防止颗粒被带入干气密封。
8)要避免压缩机频繁起、停,否则极容易导致干气密封损坏。
9)因开机时工艺气温度低或冬季环境温度低会造成密封气冷凝,所以对一级密封气管线要增设电伴热及保温,以防密封损坏。六、干气密封出现的问题及处理
1. 原料气压缩机增设干气密封增压线
原料气压缩机没有增压单元,为防止机内工艺气向外扩散污染干气密封,压缩机起动时须采用降压起动,其缺点如下。
1)操作难度大,工艺气容易污染干气密封端面,甚至损坏干气密封。
2)开车所需时间较长。采用降压起动,循环升压,大约多耗时2h。
为克服以上缺点,经分析,在低压缸增压单元出口接一条管线到原料气压缩机,作为干气密封增压线,使问题迎刃而解。
2. 高压缸干气密封静环磨损
干气密封最忌将微小颗粒物、润滑油、水带入密封。当液体进入动、静环端面后,由于液体表面张力作
用,密封端面被牢牢地粘在一起。压缩机运转时,无法形成气膜,动、静环接触摩擦而磨损,而颗粒进入也会使密封端面产生划痕性磨损,最终导致干气密封失效。
2009年4月17日,合成气压缩机安装完毕,准备单机试运,在进行压缩机管道无应力对中时发现高压缸有大量脏水,与三菱公司人员沟通后,更换干气密封,将旧密封送天津约翰克兰科技有限公司拆检,发现干气密封动环已磨损,其内部有许多锈渣及金属颗粒,如图9所示。

图9 干气密封拆检情况
原因分析:因新建装置,管线吹扫不彻底,管线试压时积水未吹尽,在用氮气置换设备和管线时将金属颗粒、锈渣及水带入干气密封,压缩机联轴器对中复查转动转子造成动环磨损。
处理方法:对旧动环进行磨削、抛光处理,重新刻燕尾槽,然后对组装密封进行密封试验,泄漏量合格,作为备用。
3. 干气密封二级密封故障
2013年7月18日合成气压缩机准备起动,在干气密封一、二级密封通入氮气后,高压缸非联轴器侧干气密封一级泄漏气流量仅为0.04 m3/h,出现了异常。经排查,发现一级密封泄漏气通过二级密封动、静环进入二级密封泄漏放空管线,干气密封内二级密封出现故障,进一步查找发现,变压吸附制氮装置干燥吸附塔压紧删板松动,塔内活性炭颗粒及粉末进入氮气系统,通过二级密封气进入了干气密封,造成了动静环磨损,在推力瓦检修、转子轴左移作用下,颗粒、粉末及少量润滑油造成了二级静环支撑座被卡,二级动静环分离,形成泄漏通道,造成了一级密封泄漏量异常,对此采取措施如下。
1)2013年8月5日,利用装置停车机会,对干气密封进行更换检修。检修后,干气密封异常现象消除,到目前为止运行良好。
2)将旧密封送约翰克兰科技(天津)有限公司修理,根据部件磨损情况,重新加工一、二级静环及二级静环支撑座。对一、二级旧动环进行精研,重新加工约翰克兰螺旋槽。
3)对弹簧、O形圈进行了全面更换。
4. 氨压缩机干气密封损坏
2012年装置大检修完成后, 8月8日21点33分起动氨压缩机,8月9月凌晨3点氨压缩机一段入口管线保温材料着火,缸体内温度达到450℃以上,对缸体拆卸检查,发现转子烧损,干气密封O形圈炭化,将干气密封送约翰克兰科技(天津)有限公司进行检查及修理,经解体发现一套干气密封一级密封的动、静环已碎裂,另一套干气密封一级密封的动、静环已严重磨损。
原因分析:压缩机在起动过程中因操作原因,导致氨冷器液氨温度极低,达到-21.61℃,液氨汽化受阻,压缩机气量严重不足,缸体温度升高,最终造成其转子烧损,干气密封一级密封使用压缩机出口工艺气,因无气量,导致一级密封动静环无法分离而旋转摩擦,造成严重磨损,在高温作用下动、静环碎裂。处理方法包括:
1)重新加工一级动、静环。
2)在一级动环上加工螺旋槽。
3)对弹簧、O形圈进行了全面更换。
七、结语
从压缩机投入使用以来,其干气密封经历了单机设备试车、负荷试车、装置原始开车及正常生产,同时经历了原始开车中压缩机多次频繁起、停和突然停车的考验,除了因人为操作原因造成合成气压缩机及氨压缩机干气密封损坏,以及增压连续使用而损坏外,大机组干气密封一直运行非常稳定、可靠,具有极强的抗干扰能力,达到了很好的使用效果,保证了机组的长周期运行。
干气密封技术是目前较为先进的密封技术,可有效地提高密封运行的可靠性和稳定性。从运行的实际情况看,干气密封具有故障率低、维护简单、运行寿命长、运行成本低,可以实现工艺介质零泄漏,甚至零溢出,完全能满足环保对有毒、有害、易燃和易爆气体日益苛刻的排放要求。干气密封在塔里木化肥大机组上的成功应用,为其在离心式压缩机上的使用提供了借鉴。实践证明在工艺条件苛刻、环保要求很高的场合,干气密封具有独特、明显的优势,其必将在旋转机械轴封上获得越来越多的应用。