低噪声气冷罗茨真空泵ZJQ600/400的研制
本文分析了气冷罗茨真空泵工作过程中产生噪声的主要根源,通过在Pro/engineer环境中三维实体精确建模,设计制做了一种减缓排气口及两侧返冷气口的高压气体对基元容积内低压气体敞开冲击速度的扭叶转子,降低常用前级泵ZJQ600/400气冷罗茨真空泵的主要噪声。
1、研制目的
各行业如航空航天、大型动力设备、石油化工及其空气分离等,为实现无污染的真空获得环境,需要的无油真空抽气系统的抽气速率越来越大,如此大的抽气速率只有进行多台气冷罗茨真空泵或与普通罗茨真空泵的组合抽气系统才能得以实现。气冷罗茨真空泵及其组成的抽气系统具有普通罗茨真空泵转速高、体积小的优点外,还具有配带合适的电机及热交换器后可在任意压力下起动,任意压差下运行的特点,适应在负载较大、要求抽气时间短、粗真空至高真空均需要大抽速、需要承受较大载荷的工况等场合应用,但气冷罗茨真空泵及其组成的气冷罗茨真空泵机组的运行时噪声巨大,尤其是组合抽气系统中的最后一、二级气冷罗茨真空泵,由于承受较大的压差,工作过程中排气口及两侧返冷气口的高压气体回流与基元容积内的低压气体混合时会产生剧烈的压力脉动,引起巨大的气流冲击,产生强大的气动噪声,严重干扰了做地面模拟试验以及其他工程作业中人们的身心健康,限制了该种类无油真空抽气机组的应用,另一方面又使得很多行业对如何选择真空泵(或组合机组)感到束手无策。
市场上现有的的干式真空泵如螺杆真空泵、爪式真空泵等由于泵本身结构的限制不能适应很多工况环境而不能作为组合机组的前级泵。目前国际上有LEYBOLD、AEROZEN 公司及BALZERS 等公司生产气冷罗茨真空泵,国内有浙江真空设备集团有限公司、马德宝真空设备集团有限公司、上海真空泵厂有限公司等在生产气冷罗茨真空泵,但这些公司厂家到目前为止生产的气冷罗茨真空泵内部结构基本类同,都采用直叶转子,如图1 所示,进排气及两侧返冷气时高压气体都是突然向基元容积敞开,气流的回流速度较快,高压气流对基元容积内的低压气体冲击较大,因而噪声普遍较大。不带消声器时声压超过135dB(A),带消声器以后声压在98 dB(A)分贝左右。本文将就如何降低常用的前级气冷罗茨真空泵600/400 的噪声的研制作一介绍。
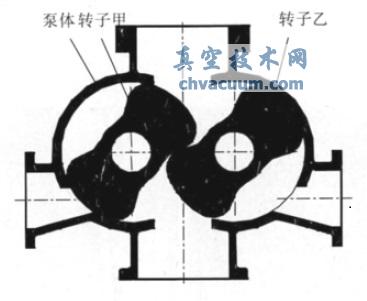
图1 气冷罗茨真空泵转子泵体工作原理
2、研制内容
低噪声气冷罗茨真空泵的研制内容主要有以下两方面,首先是研究一种在工作过程中既要排出口及两侧返冷气口的高压气体回流对基元容积内的低压气体冲击小又要保证有充分的返冷气时间以确保泵在高压差下能安全运行的转子型线及其加工。其次是研究转子在工作过程中由于转子热膨胀和轴承游隙引起转子径向和轴向啮合间隙的控制。
2.1、低噪声气冷罗茨真空泵转子型线的设计
如前所述,目前国际国内生产的气冷罗茨真空泵都采用直叶转子,工作过程中基元容积与排气口及返冷气口都以突然接通方式连通,导致排
气口及返冷气口高压气体与基元容积内的低压气体混合时引起剧烈的气流压力脉动而产生巨大的气流噪声。
针对工作过程中ZJQ600/400 气冷罗茨真空泵的噪声,研发团队对气冷罗茨真空泵各个压力(压差)下的气流状态进行了流场数值分析,认为:噪声中影响最大、强度最高的是气冷罗茨真空泵的气动噪声,包括:基元容积与排气口及返冷气口连通时高压气体从排气口和两侧返冷气口系统回流与基元容积内的低压气体混合冲击造成的剧烈压力脉动,以及叶轮逐个扫过进、排气口及两侧返冷气口时对气流产生的干扰压力脉动。
为降低气流压力脉动冲击,就需要减缓排气口及两侧返冷气口的高压气体对基元容积内低压气体敞开的冲击速度,目前行之有效的办法有两种:泵体上进排气口及返冷气口制作成梯形状或转子制作成扭叶,前一种方法加工比较简单,但由于泵体上同时要有四个梯形口,实现起来比较困难。运用现代设计技术我们确立了ZJQ600/400罗茨真空泵的扭叶转子型线,这种扭叶曲面转子更能减缓气流的冲击。
① 转子的截面型线由圆弧- 摆线- 渐开线- 圆弧- 圆弧等多段曲线组成,以达到具有高压缩比的效果。
② 确定扭叶转子合理扭角β 及转子导程q扭转角β 大了,罗茨真空泵返冷气时间就会变短,这样其承受的最大允许压差就会变小,高压差下工作的可靠性就会降低;扭转角小了,回流的速度就会变快,降低噪声的效果就会变差。通过数值模拟结果和分析,确立了合理的扭转角,如图2 所示。
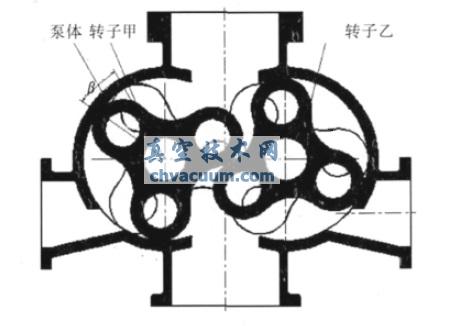
图2 转子扭转角的确定
转子导程q按泵设计抽速的大小确定。
③ 转子参数化三维实体精确建模扭叶转子型面的截面由圆弧- 摆线- 渐开线- 圆弧- 圆弧等多段曲线组成,3 个叶轮均匀分布在圆上,在CAD 环境下设计局部变量与截面型线各个参数的关系方程,在Pro/engineer环境中建立转子的各设计参数变量,再让设计参数变量驱动三维模型的尺寸。通过输入或修改设计参数,获得依参数再生的三维转子造型。
按确定了的扭叶转子扭转角β及转子导程q在分度圆上作出扭叶曲线,并以此为扫描截面、转子轴线为原点轨迹曲线、节圆圆心(即扭叶线),最终形成扭叶转子,如图3所示。

图3 三维参数化造型
2.2、转子径向和轴向啮合间隙的控制及进排气口及两侧返冷气口位置的确定
(1) 不同于直叶转子两啮合转子可以在轴向有稍微的错位,两扭叶转子轴向的错位要远小于直叶转子,以确保转子在工作过程中安全可靠高效。
(2) 进排气口及两侧返冷气口位置。进排气口宽向尺寸的大小、返冷气口位置的高低直接影响返冷气时间的长短,从而影响耐压差的大小,影响泵的运行可靠性。
3、扭叶转子的数控加工
扭叶转子铣削加工原理如图4所示。Y、Z轴联动控制刀具在工件两端面运动形成扭叶转子型面曲线,X 、A轴联动控制工件形成螺旋运动。铣削扭叶面时,YZ和XA只有一组运动,实际铣削扭叶面时数控铣削机床实现四轴两两联动,选用合适的球头刀进行扭叶面加工,铣削出最终的扭叶曲面。
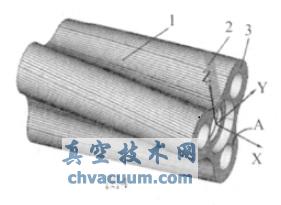
1.刀具轨迹 2.刀具 3.工件
图4 扭叶转子铣削加工原理图
4、研制结果
对研制的ZJQ600/400气冷罗茨真空泵经加工、检测、装配后,如图5 所示,检测了其在极限压力下运行时的噪声,并与采用直叶转子的ZJQ600 气冷罗茨真空泵噪声做了比较,测试结果见表1。
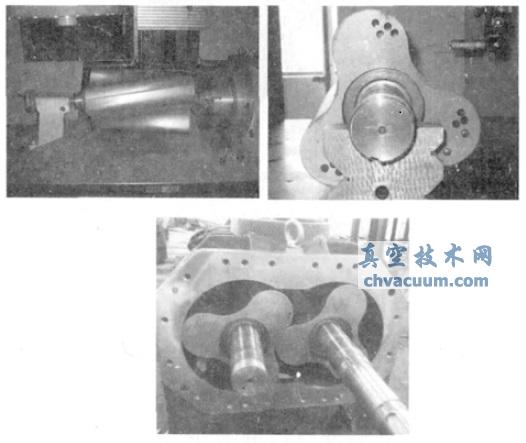
图5 扭叶转子的加工、检测、装配
表1 扭叶低噪声ZJQ600罗茨真空泵与现有直叶ZJQ600罗茨真空泵噪声
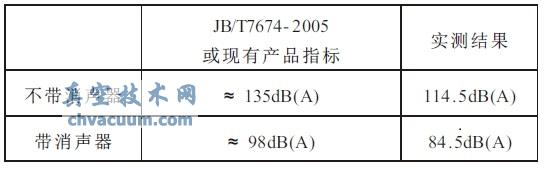
从表1可以看出,ZJQ600/400气冷罗茨真空泵采用扭叶曲面转子后,其噪声得到了大大地降低,它的研制成功对于改善航空航天等工程作业环境,增进人们的身心健康具有重大的意义,而且又因为无油可以替代油封机械真空泵和液环真空泵作其他真空泵的前级泵,避免了油封机械泵喷油对环境的污染或被抽介质对水的污染,进一步地可以带动大型无油耐高压差罗茨真空泵组合抽气系统的的发展,适应各行各业的需求,具有良好的社会效应。