立式往复真空泵的结构设计
往复真空泵作为真空设备, 广泛应用于化工、石油、食品和制药等行业中的蒸馏、结晶、干燥和过滤等过程中的真空操作。
1990年以前,国内生产老式的卧式往复真空泵。这种泵的主要缺点是消耗功率大、真空度低、结构庞大、占地面积大。运动部件磨损大, 使用寿命短。
南京工业大学(原南京化工学院)从1992年开始对往复真空泵进行设计和结构研究。我们先后与江苏泰兴新型工业泵厂和山东淄博真空设备厂等企业合作。将设计的立式往复真空泵(原型号LVP型、现为WL型) 投入生产。得到了广泛的运用, 取得了很好的效益。
1、提高真空泵性能的主要措施
评价真空泵性能的指标有多条。一是真空度。二是功率消耗。真空度和功率消耗这两条指标不是相互独立的, 提高了真空泵的真空度, 则功率消耗会相应增大, 应联系起来进行评价。三是易损件如活塞环、填料、气阀的使用寿命。还有泵的结构紧凑, 平稳运行等。
1.1、泵体结构
立式结构往复真空泵具有以下几个特点: 气缸竖直布置, 结构紧凑、占地面积小; 尤其是改善了卧式泵因活塞自重下垂摩擦不均匀的缺点。
本泵设计了自润滑性能好的聚四氟乙烯活塞环和填料密封环, 使运动部件磨损减小, 并适用于少油润滑或无油润滑。为了提高泵运转的可靠性, 在曲轴的非驱动侧设置了齿轮油泵, 对连杆大头瓦和小头瓦进行强制润滑。
本泵活塞环、填料、气阀等关键部件的使用寿命为卧式泵的1.5~2倍。本泵占地面积约为卧式泵的1/2。
本泵为双作用气缸, 设计成即可单级抽气( 抽气速率大) 、亦可双级抽气( 真空度高) 的结构, 利于泵的变型, 以满足不同客户的需要。
1.2、提高真空度的措施
往复真空泵气缸两侧一般设有平衡通道, 结构示意及示功图(盖侧缸) 如图1, 盖侧缸循环过程简述如下:
活塞由内止点D向外移动到E点时, 由于平衡通道的作用, 气体压力均衡至ps'; 由E点到F点为压缩过程, 气体被压缩至排气压力pd,排气阀开启;由F点到G点为排气过程, 在G点处活塞右侧活塞环与盖侧平衡通道右边线相对应如图1(a); 当活塞由G点移动到外止点H点时,盖侧余隙容积中的高压气体大部分通过平衡通道流入轴侧, 气体压力降至PH;当活塞由外止点H 向内移动到A点(与G点位置相同)时, 气体压力降至ps',此时活塞两侧气体压力相同; 活塞由A点移动到B点, 盖侧气体继续膨胀, 压力降至吸气压力ps;B点至C点为吸气过程, 盖侧吸气在C点结束,吸气阀关闭; 活塞移动到内止点D,再向外移动到E点, 由于平衡通道的作用,气体压力均衡至ps'。G点到H点的轴向宽度GH 即为平衡通道的宽度b。图1(a) 中,S为活塞行程,SO和Se分别为VO和Ve折算的行程。
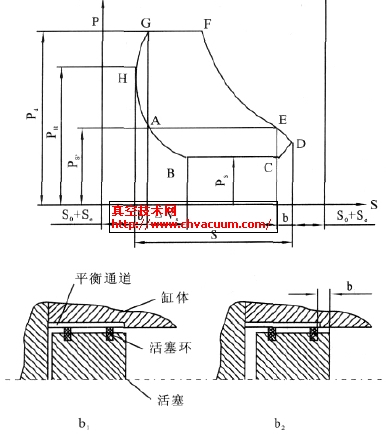
图1 带平衡通道的示功图和平衡通道结构示意图
往复真空泵能达到的理论极限绝对压力, 可用下式表示:

考虑到吸气系统的阻力损失, 泵的极限绝对压力为:
p1min = psmin + Δps ( 2)
式中p1 min——— 极限真空度时的绝对压力, 俗称绝对真空度
pd——— 排气压力
Δps ——— 吸气系统的阻力损失
Vo——— 气缸余隙容积
Ve ——— 平衡通道容积
V——— 气缸行程容积, V=s×F
s——— 活塞行程
F——— 气缸截面积
b——— 平衡通道宽度
m——— 气体多变指数, 一般可取m=1.2。
由式(1)和式(2)可知: 减小余隙容积, 合理设置平衡通道, 减少吸气系统的阻力损失, 是减小极限绝对压力的有效措施。为提高极限真空度, 主要从下几方面考虑:
1.2.1、减小余隙容积, 为此, 在保证强度和刚度的前提下, 活塞端部尽可能取小的厚度, 为2.5 mm, 以减少余隙容积, 见图2; 并设计了厚度仅为24mm 超薄形的气阀。
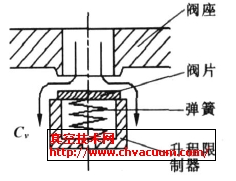
1.2.2、优化气阀弹簧力的设计, 尽可能减小气阀的阻力。
1.2.3、在气缸上合理设置平衡气道, 以保证真空度。
1.2.4、减少泄漏, 活塞中采用四道活塞环, 每槽内放两道切口错开的活塞环, 见图2。填料密封采用五道密封环。
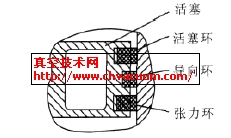
图2 活塞与活塞环示意图
1.3、降低功耗
减少功率消耗, 主要从以下方面:
1.3.1、气缸壁外的周围都有水冷却, 气阀轴向布置, 因而增加了气缸冷却水的面积, 改善了冷却效果, 气体压缩过程温度升高不超过10℃ , 接近等温压缩, 减小压缩功。
1.3.2、活塞环和填料密封环采用自润滑性能好的材料, 减少摩擦损失, 降低功耗。
1.3.3、优化气阀的设计, 合理设置平衡气道宽度,节省功率。