ZJ-400罗茨真空泵的设计改进
针对某公司引进并国产化的ZJ-400型罗茨真空泵出现的问题,进行调查、分析后,对该泵的转子结构及型线进行改进设计,并制定相应加工工艺,实用后取得明显的效果,提高了该泵移植的可靠性和使用性能。
1、罗茨真空泵现场出现问题分析
日产吸引罐车仅在钢厂管道输送粉剂发生故障检修时,才临时作为输送粉状石灰、砂状焦炭用车,而某钢铁公司却作为常用车使用,这使罗茨真空泵长期处于常载状态,而且吸引罐车的罗茨真空泵处于管道滤网粗滤、粉袋细滤全密封状态下工作,故其承受的吸引压力远比常规工作状态下大,这是原机设计时未曾考虑的,也是该泵在现场使用中出现故障的主要原因;其次还存在转子毛坯的缩松现象、齿轮与转子的锥度配合面稍差等设计、工艺问题。经真空技术网(www.chvacuum.com)的技术人员现场调查分析,其主要问题如下面所示。
转子咬死:1、转子配合处间隙不够,或型线误差大造成两转子啮合位置间隙不一;2、外部粉尘大量进入,污垢沉积,导致内腔胀死;3、总装时内腔未洗净,平面擦伤。
齿轮脱落:1、设计上装配压装行程偏小,致使过盈量偏低;2、转子上的齿轮锥面配合不好,贴合面未达80%以上;3、振动太大,使其松脱;4、齿面粗糙度、精度达不到图样要求,在高转速下产生周期性冲击。
工作温度高(近100℃):1、采用的渐开线型线与原机不合,在齿顶与齿底啮合时干涉比原机严重,造成压力升高较大,是热源所在;2、转子不平衡,造成轴承温度升高;3)轴承润滑状况较差。
振动大:1、轴承精度不够;2、动平衡差;3、装配不妥,造成变形。
风量不足:1、转子渐开线加工误差大;2、间隙太大,气体返流量增大。
2、改进措施
2.1、转子型线改进
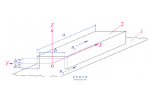
1)原转子型线图形及坐标尺寸见图1、表2。图中A 2B 基准指转子两端公共基准轴线。
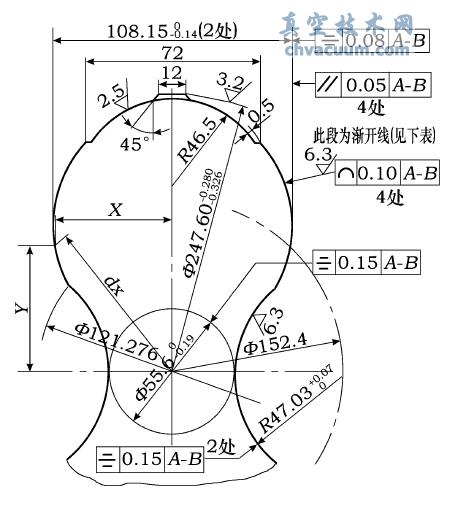
图1 原转子型线图
2)改进后转子型线图形及坐标尺寸见图2、表3。改进后的转子型线比原转子型线的顶部圆滑、宽大 ,根据热力学的观点,改进后的型线热量不易积聚,不易形成热源,运转较平稳。改进项目如表3所示。
这段的设计改进涉及到太多的公式了,大家如有兴趣还是下载原文看吧,原文地址:ZJ-400罗茨真空泵的设计改进,http://bbs.chvacuum.com/thread-124-1-1.html。
3、改进设计结果分析
1)按60kW 动力计算, 最小过盈量为12.26μm(理论)最小实际过盈量为27.38μm,其压装行程为1.37mm,最大过盈量为92μm (理论) ,最大实际过盈量为107μm,其最大压装行程为4.6mm。
2)在最大过盈量时其抗拉,抗压强度均低于屈服强度,故上述计算结果符合要求。总图可按压装行程为4 要求进行。
3)本计算改用热压(原采用油压) ,且增加过盈量近一倍,故改锥度1∶30为1∶50,结合强度更可靠。
4)齿轮加工改滚、剃工艺为滚、磨工艺,减小了径向跳动量,提高了齿面质量及精度,降低了周期性冲击。为降低工作温度除上述的型线改进能降温外,提高轴承精度,改普通轴承为精度较高轴承,改进轴承润滑脂的耐高温性能,采用日产高温脂代替国产的高速脂,提高动平衡的精度等同样是改善工作温度。
4、结语
1)经以上的改进措施在2台罗茨真空泵上试验,未出现齿轮脱落与转子咬死的现象,振动大和工作温度高的现象也稍有改善,风量亦有提高。实践证明,实际使用效果与上述的理论分析基本一致。
2)罗茨真空泵工作氛围是在高速、高温、高载荷、长时间连续运转等恶劣工况工作,想进一步提高耐久性及可靠性,建议对泵整体进行重新设计或重新选型。此外,在改善工作介质的清洁度方面也应寻求更好的改进办法,如采用可靠性更好的滤网,严格规定更换滤网时间,保持泵内腔的清洁,以提高罗茨真空泵的使用寿命。