涡旋真空泵的设计加工与使用
涡旋概念对于真空应用真正有吸引力的特性是:
① 结构简单、工作可靠、零部件数量少;
② 洁净无污染,真空抽气通道内无油;
③ 节约能源,一台30m3/h (8.33L/s)的涡旋真空泵仅需要0.6~0.75kW的电机;
④ 节约运行费用,涡旋真空泵无油工作, 密封或冷却都不需要油;
⑤ 运动部件完全动平衡, 振动小、噪音低。
涡旋的概念自1905年由Creux发明到1973 年世界上第一台涡旋模型被制造出来, 其间经历了漫长的70 年。涡旋机构不能加工制造的根本原因就是缺乏精密的加工技术, 不能够实现涡旋型线之间的精确包容与啮合, 也就不能控制工作介质的泄漏, 达不到涡旋真空泵得性能指标。但是涡旋机构具有的抽气通道内没有油污染、泵结构简单、运行成本低、工作寿命长、能耗低、运行平稳、噪音低等特点, 对于真空应用行业具有极大的吸引力和潜在的应用价值。为了将涡旋机构的概念转化为实用的涡旋真空泵产品, 近二十多年来, 人们借鉴涡旋压缩机的设计与加工方面的经验, 成功设计并生产出了主要由动、静涡旋盘副与基座、曲轴、密封圈、防自转机构和驱动电机等五个部分组成的涡旋真空泵。为了保证涡旋真空泵的工作性能指标、高效率和可靠性, 人们开展了大量理论研究与实验探索。到目前为止这方面的工作主要集中在:
设计原则
要将涡旋机构的概念转化为实用的涡旋真空泵产品,必须解决下述关键技术问题: ① 改进密封、减少泄漏; ②减小余隙、提高压缩比; ③优化结构、提高可靠性; ④简化生产加工工艺、降低对制造精度的要求、降低成本。
在涡旋真空泵的设计当中要从泵的工作效率和可靠性出发, 选择泵的结构参数。首先考虑的是泵的性能指标, 如极限真空度、抽速、能耗、转速、体积、重量以及外部尺寸等; 然后根据性能指标来确定泵的内部结构参数, 如涡旋线型、基圆尺寸、涡旋壁厚、涡旋壁高和曲轴径向偏心量等; 在实现了性能指标的基础上, 再进行泵的整体优化, 包括结构参数优化、泵体以及密封材料选择、轴承选择、表面处理与驱动电机的选配等。
结构设计
为了提高涡旋真空泵的工作效率, 涡旋真空泵采用了双面动涡旋盘, 使动涡旋盘两面具有完全相同的型线结构, 动涡旋盘型线工作时分别与两侧的静涡旋盘型线啮合, 这样可以使整个涡旋泵头运转时受力平衡, 有利于空间的有效利用并减小轴向磨损。
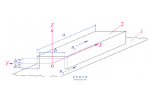
设计时在圆渐开线的基础上, 通过给出渐开线曲线的轴向高度和径向厚度, 形成第二个涡旋, 两个涡旋交叉重叠(相差180°),一个静止,一个旋转,形成新月形气腔。一系列这样的气腔将涡旋机构的内部与外部分离。根据配合的涡旋相对运动的方向, 将这些气腔设计成径向内移压缩以实现真空抽气。
在确定了涡旋真空泵的涡旋线型后, 为了实现使泵能够有效工作的目的, 必须使涡旋型线在各个真空气腔能够良好啮合。在涡旋型线的中心段, 圆渐开线型线由于刀具的干涉形成, 使高压区涡旋壁厚变薄, 加上相邻真空腔压差大等复杂因素的影响, 导致涡旋壁受力情况恶劣、容易热变形, 还可能使排气腔一部分高压气体潴留, 降低涡旋真空泵的工作效率。为了解决这些问题, 人们采用圆渐开线线型修正的方法, 改进高压区涡旋型线结构。这个方法, 使涡旋壁的刚度和强度有所提高, 并且提高了泵的可靠性。
为防止两个动、静涡旋盘相对运动, 设计时通常在外圆周上安装几个偏心量相等的小曲轴来束缚动涡旋盘与静涡旋盘, 保证动涡旋盘相对于静涡旋盘绕行却不旋转。
泄漏与密封
涡旋真空泵的泄漏主要包括通过涡旋型线轴向啮合间隙的径向泄漏和通过型线径向啮合间隙的切向泄漏。径向泄漏可以采用顶部密封来解决, 而切向泄漏则采用控制动涡旋盘与静涡旋盘壁之间间隙的方法来解决。涡旋真空泵的密封主要包括顶部密封和轴承密封等。顶部密封件就是几个细长的分别安装在动、静涡旋盘顶部的密封条, 密封条相对对面涡旋盘底面作圆周向滑动, 使气腔在涡旋盘顶部的泄漏减到最小。由于是无油运转, 要求密封件耐磨、耐高温、具有一定的抗蠕变性能。顶部密封件的材质、尺寸、位置对于涡旋真空泵的成功长期运转是至关重要的。轴承密封考虑的是将真空抽气通道与含润滑油脂部分隔离,实现涡旋真空泵的有效清洁无油抽真空。
图3 径向泄漏
解决了涡旋盘的加工和涡旋顶部密封后,就要考虑泵气腔之间的间隙与密封了。涡旋顶端的有效轴向密封足以防止气体轴向泄漏。但是涡旋盘本身密封(气腔之间的密封) 还要求涡旋壁面之间的间隙最小, 以尽量减小相邻气腔之间的泄漏。小一些的间隙或者另外再加一些气腔, 对改善泵的极限真空度很有必要。虽然在实际应用当中, 对于加工要求有些地方可以放松, 但是真空气腔在整个泵运动过程当中必须与大气密封隔绝, 间隙大小的确定对设计者是一个挑战, 特别是靠近曲轴的小气腔之间的间隙。因为通过热力学试验、模拟与分析发现, 由于动、静涡旋盘的结构和工作环境的影响, 在运转过程中动涡旋盘的温升与变形高于静涡旋盘, 尤其是在靠近曲轴处。从整个涡旋真空泵动、静涡旋盘副的啮合运转可以发现, 由于动、静涡旋盘工作时会产生热变形, 而且变形量并不相同, 动、静涡旋盘之间最小转动间隙会随工作状况而变化。间隙过大, 会导致泵的极限真空度难以达到, 间隙过小, 动、静涡旋盘之间会发生摩擦甚至咬合, 导致温度急剧上升, 泵的效率大大下降, 或者破坏动、静涡旋盘壁面, 导致泵的咬死失效。
图4 径向间隙与切向泄漏
理论研究与试验证实, 涡旋盘顶端的轴向密封对于泵的性能, 尤其是泵的极限真空度, 具有决定性的作用, 涡旋盘本身即气腔之间的间隙与密封对于泵的性能则起着相当重要的作用, 这两点应当引起设计者的足够重视。
振动与平衡
现在越来越多的涡旋真空泵应用在分析测试仪器设备当中, 这些仪器对工作条件与环境要求较高。包括泵在内的仪器设备一般安放在安静的房间内的桌面上, 泵的振动不可以影响到被测数据的准确性,因此必须将振动减至最小或者隔离振动, 这一点设计者应当通过涡旋技术和设计平衡来实现。
材料选择与加工
涡旋盘副的材料选择是从降低能耗、提高可加工性等方面考虑的。为了进一步减少动、静涡旋盘的磨损、降低泵的能耗、提高可加工性, 确定选择合金铸铝为动、静涡旋盘基材, 经过适当的加工和表面处理后, 在高速相对运动条件下能够耐高温、耐磨和自润滑, 保证实现泵的性能指标。早期成功制造涡旋真空泵的最大障碍是不能将渐开线型加工得足够精确以使气腔间的泄漏减至最小, 这要求开发一种高速、数字控制、能够保证稳定公差的加工中心。自上个世纪70 年代涡旋模型成功制造出来, 到现在涡旋机构成功应用到真空获得行业为止, 涡旋盘的加工根据加工工艺、成本与工作效率的需要主要采用了两种不同的方法, 即展成法和数值逼近法。
为了提高涡旋盘的加工精度与效率, 世界上有些机械制造公司已经生产出了适用于涡旋盘展成法加工的专机。这类专机采用四轴联动和闭环控制, 以展成法为基础, 结合圆弧插补与专用夹具, 一次装卡可以完成涡旋盘的加工。这种专机自动化程度高, 可以自动上、下料、自动换刀和在线自动监测。可以在几分钟内完成加工, 加工误差保证在10 Lm 以内, 大大提高了加工效率和加工精度、降低了加工成本。设计与加工中遇到的其他问题还包括密封材料、泵腔表面处理、轴承、抽水气、防碎屑返流以及真空泵的一些特殊要求等等。
装配与调试
涡旋泵的安装与调试主要包括泵头的安装: 即泵头与机座和电机的连接。在泵头的安装与调试阶段, 能够解决的最重要的问题就是提高泵的密封性能。
密封包括涡旋顶部密封和气腔之间的密封。目前涡旋顶部密封的形式有两种, 分别为压差式密封和弹性式密封:
图5 压差式密封和弹性式密封
压差式密封和弹性式密封各有优点, 多数涡旋真空泵采用的是弹性式密封。弹性式密封的原理很简单, 靠弹性密封条的弹性压紧起到密封作用。在安装与调试过程中, 安装时首先要注意将密封条沿中心向外轻轻的按压入顶部密封槽中, 安装前要注意各部件的清洁。各气腔的密封是由涡旋体的侧壁之间的缝隙和相对滑动速度的大小决定的, 侧壁的缝隙大小一般控制在0. 005 mm 左右。初步安装完成后, 首先要试运行一段时间, 再拆开, 去除试运行产生的碎屑, 清理泵腔, 然后重新装上, 安装好泵头, 再连接泵头与电机和机座, 完成安装与调试。