材料循环处理工艺中真空系统的控制
现代工业对材料的性能提出了严格的要求,特别是在寒冷的北方旷野使用的军用设备中的材料希望有一个好的低温性能,根据材料检测的工艺要求设计了一台能进行常温真空和低温真空状态下性能检测的检测实验台。本文主要叙述该检测台低温、真空状态的计算机控制系统。
1 检测台的真空状态要求
根据使用的要求,待检测的金属材料试样置于500 mm×500 mm×500 mm的工作室内,通过真空获得系统和制冷系统使其获得低气压和低温状态。常温低气压检测程序要求:在常温下,气压在O~120 min内由常压降到1Pa,在1 Pa状态下保持1 min,在1 min内迅速升到常压。低温低气压检测程序要求:温度在90 min内由常温降到-55oC,然后,在5 min内气压由常压降到3.4×103Pa,在-55oC、3.4×103Pa状态下保持60 min,之后在1 min内迅速升到常压同时温度升到常温。低气压浸渍检测程序要求:在常温下,气压在5 min内由常压降到2.7×103Pa,在此状态下保持30 min,然后气压在1 min内迅速升到常压,在常压下保持30 min,这形成了一个浸渍循环,如此循环3个周期。
根据以上的要求,对工作室气压的控制提出如下的要求。
1.1工作室的极限真空要求
工作室在下列范围内连续可调: 常温条件下:5×10-2 Pa~5×103 Pa 低温条件下:4×102 Pa~5×103 Pa
1.2抽气速率要求
在常温下,在5 min内由常压降到3×103Pa,可在1 min内迅速升到常压,在120 min内由常压降到1×102Pa;在低温下,90 min内由常压降到 4×102Pa。
1.3控制精度
常温条件下:5×10-2 Pa~5×103 Pa,误差小于±10%
低温条件下:4×102 Pa~5×103 Pa, 误差小于±8%
2 真空状态低气压系统的计算机控制
2.1真空获得系统的设计
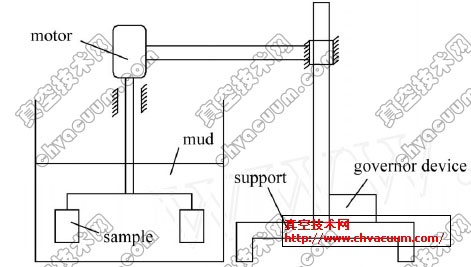
依据以上的极限真空度和测试程序的技术要求,选用“扩散泵+维持旋片机械泵+预抽旋片机械泵”的系统获得真空,扩散泵选用KT200型,用于获得5 Pa以下的气体压力;旋片机械泵作为预抽泵用于抽开始状态下的大气常压,获得扩散泵能够工作的气压状态,同时通过在管路中设置的可控阀门进行抽速的控制。检测台的配置如图4所示。
由于工作室的温度不仅在室温状态,还有-55oC的低温状态,而且,在低温时不能有较多的室温气体引入,引起工作室温度的升高。目前,国内外在1 Pa~3.4×103Pa这样高的气压范围内,没有现成的控制仪器和阀门能够达到本项目的要求。因此,在系统中,安装有专门设计的计算机控制电动阀,通过伺服系统与计算机连接起来[3~4]和真空计形成一个闭环控制系统,以达到控制气压的目的。
2.2真空状态低气压的计算机控制
低气压的计算机控制采用C语言编程[5]实现,在程序中预先设置了气体在不同状态下的流速分布、常温低气压测试气体压力函数以及低温低气压测试气体压力函数、低气压浸渍测试气体压力函数等。图5所示的是一种典型的低气压控制逻辑方框图。计算机系统启动后,输入测试时间丁,根据测试的要求启动相应的开关,就选择好了一种气体压力函数。计时器从0开始计时,启动测试台的动力系统,t=1时真空获得系统开始启动,通过真空计读入气体的压力Ap,,并计算与气体压力函数值之差,比较ΔPt与控制精度ΔP的差,通过这个差判断电动阀开启的角度φ。根据ΔPt与ΔP的关系不同,可以有角度φ增大、角度φ减小和角度φ不变等三种状态,如图5所示。这样就完成了一个控制过程。当t=T时,测试结束,输出采集的数据,关闭测试台真空系统。
3 结论
金属材料循环处理工艺中,通过计算机实现了低气压系统的控制,气压的控制精度实测值为:在常温条件下的5×10-2Pa ~5×103 Pa范围内误差不大于±6.4%,在-55oC的低温条件下的4×102Pa~5×103Pa范围内误差小于±5.6%,同时实现了设备的操作、控制、数据采集和处理等方面的自动化,提高了测试数据的准确性和可重复性。
参考文献:
[1] 郭鸿震.真空系统设计与计算[M].沈阳:东北工学院出版社,1989.
[2] 张树林.真空技术物理基础[M].沈阳:东北工学院出版社,1988.
[3] 龚振邦,等.伺服机械转动装置[M].北京:国防工业出版社,1980.
[4] 新井健生.口ポ一ト设计と制御[M].日刊工业新闻社,2001.
[5] 谭浩强.C程序设计[M].北京:清化大学出版社,2001.