���Ѽ�ѹ�����ڱ���ȱ�ݷ���
������Դ��Ѽ�ѹ�����ڱ��氼��ȱ������ͨ�����ࡢ����XRD ����������ͭ���ױ������ϴ���ѹ�������ĵڶ���ֱ�����˳ɷ֡�����ͳ���������������: ͭ���ʹ��Ѷ�����Ӵ�����ĵڶ�����Cu3Ti; ����ȱ�ݲ�������Ҫԭ��������������ʱ����ѹ������( ��14.2 ��ߵ�22.9) ����Ħ���Ⱥͱ�����������ʹͭ���ʹ��ѹ����ֲ��¶�����( >850 ��) �����ڶ�ʱ����( <10 s) ����Ti-Cu Һ�෴Ӧ������ͭ����˺�����䡣��˺�ѵ�ͭ���ױں�ϴ��������ٶ�С���ѹ����������ٶȣ��䲻������������ѹ������ڱ����γ��˴�����״�����ΰ���ȱ�ݡ�����Ľ��ȼ�ѹ���ղ�������Ħ���Ⱥͱ����������������ڱ���ȱ�ݵ���Ч��ʩ��
1������
�������ѹ����ȼ�ѹ������ͭ�����ܷ�ֹ��������������Ⱦ�Լ�������ճ�Ӽ�ѹģ�ߣ���ѹ����ͭ���ײ�����ϴ����ȥ�������е�ͭ�����Ի������ã���˸ù����ڹ��ڵõ��㷺Ӧ�á�������ɫ�����о�Ժ�������ĵ�16.3 MN ˫����ʽ�ͼ�ѹ���Դ�2006 �갲װ���Ժ����æ�120 ��ѹͲ����45 ×6 ���ѹ���500��֣���Ʒ�������á�Ϊ����߲�Ʒ�ɲ��ʺ�����Ч�ʣ�2008 �꿪ʼ����150��ѹͲ����45×6 �ͦ�56×4 ������ʹ��ѹ�ȴ�14. 2 �ֱ���ߵ�22.9 ��24.3�����ż�ѹ�ȵ���߹����ڱ��濪ʼ���ִ�����״�����ΰ���ȱ�ݣ���������ȿɴ�0.4 mm ���ϣ���ͼ1 ��ʾ������İ���ͨ�����Ʋ������������¹������������������ϡ�
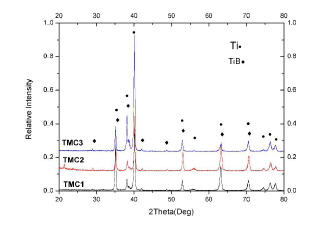
����������ѹ��ͭ������ȫ�����ѹ����������ѹ����������ϣ�ͭ���ױں���ȱ䱡Ϊ10 �� 20 μm���������з��ּ�ѹ�����ڿ�ͭ�����ڼ�ѹ�������������أ��е�ΪƬ״���е�Ϊ��״����ͼ2 ��ʾ��ͭ����û�б����������Σ����Ŀɴ�0.8 mm�������������ͭ���۲�������ѹ����Ӵ��ı���ֱ��������ɫ���ֲ��е�״��ʴ����ͭ�������ϵı�Ե�������ص�����ɫ����ʴ�����ڿ�ͭ�����������䡢����ȱ�ݡ���ѹ��ճͭճ�ѡ���ѹ�����ȶ���ѹ�೬����쳣����һ��ͬʱ���֣��Ҹ�����������س̶�������ͬ�����ơ�����ͨ��������ͭ���ױ���Ľ��ࡢ����XRD ����̽��ͭ���ױ�������Cu3Ti ������ڿ�ȱ�ݵĹ�ϵ��Ԥ����ʩ��

ͼ1 �����ڱ��氼��ȱ����Ƭ��ͼ2 ����ͭ������Ƭ
2������ͭ���Ľ������
��������ͭ���Ľ�����Ƭ��ͼ3 ��ʾ��ͼ3(a) Ϊ��ɫ������λ�ĺ������Ƭ�����Կ���ͭ������ɫ����������ʵ��һ�������ĵڶ��࣬������ںͶ�����Ӵ��ı�����ڣ���ͭ���ͼ�ѹ��Ӵ��ı���û�з��ֵڶ��ࡣ�ڶ�������ԼΪ20 μm�����������ɴ�ֱ����ֱ����壬��ͼ3(b) �ɼ��ڶ����ͻ����Ͻ��ܡ���Ƚ�Ϊ20 μm �ĵڶ�������Զ���֤������ӦΪһ�����ࡣ������ѹ��ͭ����Ӧ�þ��ȱ䱡����ͼ3(c) ��ʾͭ�����������ص��۵��������ڵڶ�����ڵ�һ�࣬�ڶ��������۵������˵���۵����������ɵڶ���֮��
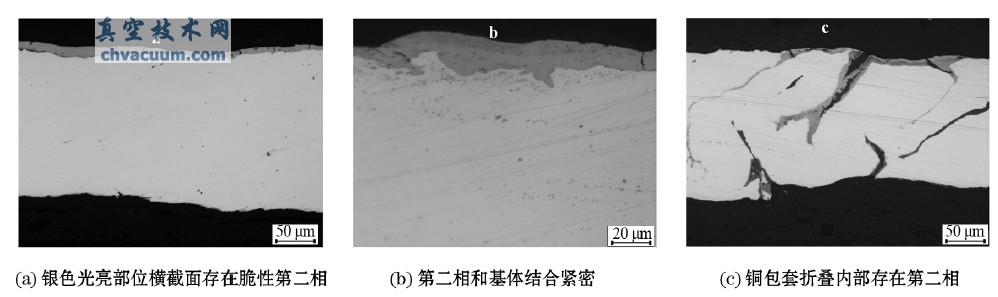
ͼ3 ����ͭ���Ľ�����Ƭ
����
����(1) ͭ���ʹ��Ѷ�����Ӵ�����ĵڶ�����Cu3Ti; ����ȱ�ݲ�������Ҫԭ��������������ʱ����ѹ������( ��14.2 ��ߵ�22.9)����Ħ���Ⱥͱ�����������ʹͭ���ʹ��ѹ����ֲ��¶�����( >850��) �����ڶ�ʱ����( <10 s) ����Ti-Cu Һ�෴Ӧ������ͭ����˺�����䡣�������������ֱ�˺�ѵĽϺ��ͭ���������ٶ�С���ѹ����������ٶȣ��䲻������������ѹ������ڱ����γ��˴�����״�����ΰ���ȱ�ݡ�
����(2) Ӧ�Ľ��ȼ�ѹ���ղ�������Ħ���Ⱥͱ����ȣ�����Ti-Cu ��Ӧ����������ͭ�������Ѻ����ڱ���ȱ�ݡ�