出口墨西哥45200m3/h成套空分设备项目调试体会
介绍了出口墨西哥45200 m3/h等级空分设备流程、产品性能指标、工艺流程特点和主要配套机组,以及在试车调试运行过程中遇到的问题和处理方案。依据该套空分的调试操作过程总结了一些经验,为后续的大型空分项目调试操作提供了具有参考价值的启示。
一、前言
45 200 m3/h空分设备是杭州杭氧股份有限公司为墨西哥最大的联合钢厂——蒙克洛瓦钢厂(简称AHMSA)设计制造的,也是我国大型空分设备出口到美洲的第一套,技术上采用国际一流的中压氧、中压氮产品双内压缩流程,该设备于2011年3月开始安装,并于2013年4月29日顺利完成成套设备的最终调试和性能考核工作,该空分装置设备运行稳定,各项性能指标均超过设计值。
二、空分设备流程和产品性能指标
45 200 m3/h等级空分设备工艺流程如图1所示,产品性能指标见下表。
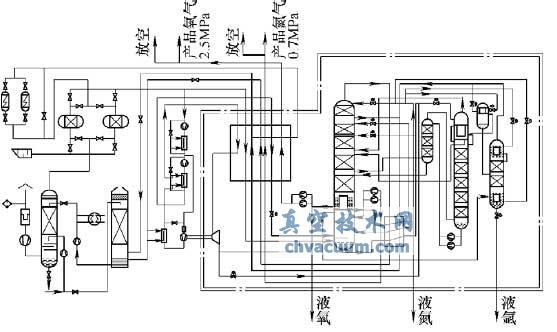
图1 45 200 m3/h空分设备工艺流程简图
45 200 m³/h空分设备48h考核验收性能指标表

三、工艺流程特点及主要配套机组
(1) 空气压缩机系统 原料空压机型号为GT153L3K1,空气增压机型号GT063L2K1,均采用德国生产的高效、多级离心式压缩机,压缩机由各自电动机拖动,电动机采用进口西门子产品。两台机组采用户外布置,此举既降低了压缩机厂房的建设投资,又使空分设备工艺配管简洁。
空压机、增压机都是采用西门子PLC系统。压缩机的所有联锁、控制等重要功能由PLC执行,并且由压缩机厂家在出厂时完成PLC内部控制程序的调试,这样既能保证机器控制的可靠性,同时节省了很大成本,又能缩短现场调试时间。
(2)空气预冷系统 空气预冷系统采用带水冷塔的新型高效空气预冷系统,塔内采用特殊设计的散堆填料,配套进口格兰富4台常低温水泵。
(3)分子筛纯化器采用卧双层床结构 采用长周期,双层床净化切换系统采用无冲击切换用三杆阀,配套的切换阀和电加热器均采用进口设备。
(4)精馏塔系统 下塔采用溢流筛板塔技术,上塔和氩塔均采用高效的规整填料,下塔主冷和上塔的复合布置采用双层结构,大大减小了占地面积和降低了作业操作难度;2台膨胀机和6台低温液体泵采用Cryostar产品,确保了空分设备的稳定运行;中、低压主换热器采用杭氧自己设计制造一体式换热器,主换热器与过冷器同主冷箱分隔布置在板式冷箱内;产品液体泵和流程液体泵均为进口设备,布置在冷箱外便于检修,且均为一用一备,确保设备运行的连续性;采用中压氧、中压氮内压缩,产品气出冷箱直接进入用户网管,减少氧压机和氮压机设备投资;采用液氧泵内压缩流程,从而使主冷不断排放液氧,真空技术网(http://www.chvacuum.com/)认为防止碳氢化合物在主冷中积聚,降低了设备的运行风险。
四、试车调试运行过程总结
1. 空压机单机试车过程中的问题及处理
原料空压机在单机试车期间,正常起动运转29min后开始进行防喘振试验。提升空压机排气压力,手动缓慢关小放空阀,大约1h后出现空压机排气压力急速下降,DCS显示放空阀开度保持在38%,系统其余管路无排气放空现象。怀疑放空阀已全开才导致压力下降,到现场核对放空阀开度,经查实际开度为100%。对放空阀进行检查,发现阀门定位器定位板已变形,定位板材质为铝。分析认为定位板强度不足,由厂服务工程师确认后将铝质定位板更换成同形状的碳钢板,问题得以解决。
空压机防喘振试验完成后安排进行后续管路吹扫,正式起动空压机,排气压力稳定在430kPa,运行大约30min空压机排气压力又开始下降,再次查看放空阀,检查发现放空阀仪表气源管接头断裂脱落导致放空阀处于全开状态不受控制,放空阀底部无支撑架。
分析认为放空阀底部无支撑架、阀门振动过大导致仪表气源管接头断裂脱落,处理方法有两种:在放空阀底部做支撑架;仪表气源管由不钢仪表管换成金属软管。第一种方案实施工期较长,现场采取第二种方案,问题得以解决。
2. 增压机联锁跳车分析、处理
增压机单机试车以及在裸冷阶段都比较正常未出现过任何问题,但在正式调试阶段末端排气温度由27℃开始波动,业主操作人员未及时发现,温度上升至联锁值致使增压机联锁停车,增压机停车的同时膨胀机也同时联锁停车。将就地温度计接头进行拧紧后起动增压机,末端排气温度显示正常,起动膨胀机。运行一段时间后增压机末端温度又开始波动并缓慢上升,检查末端冷却器进水阀门开度,阀门一直保持全开状态,当温度显示在37℃左右时现场对末端出口管道采用红外线测温仪进行测量,温度大约25℃,再用手触摸出口管道,管道冰凉。断定温度计已损坏,摘除末端温度连锁,更换温度计后温度显示恢复正常。
3. 分子筛粉末化问题及处理
现场1#分子筛纯化器在裸冷调试过程中,发现在空压机的同样背压下加温吹冷峰值温度较2#低35℃;出分子筛流量较2#少6 000 m3/h;出分子筛阻力较2#高0.7kPa左右;分子筛出口AE1203在线表显示数据正常,都在0.5 ppm(1ppm=10-4%)以下。裸冷结束后拆开1号分子筛两端人孔,进入内部 检查。入内发现床层表面、容器四壁和滤筒上都是粉尘,且容器两边有少量不平整现象。最后决定进入分子筛内进行床层表面过筛处理,包括容器四壁粉尘和滤筒表面粉尘采用吸尘器进行吸尘处理,床层表面过筛200 mm,处理过程中发现深约500 mm床层分子筛粉末化还是很严重。
处理完1#分子筛后,决定将2#分子筛也打开人孔进行检查,发现2#分子筛整体情况与1#分子筛类似,但内部粉末化程度较1号分子筛轻微。约2/3床层表面较平整,粉末化较轻微,手轻轻挖入床层约25 mm后出现完整无破碎的分子筛;另1/3床层表面较混乱,粉末化较严重。床层表面一小区域有明显的浮锈痕迹,对应上方滤网也存在浮锈。进入2#分子筛对床层表面粉尘灰多的部位施行过筛处理,滤筒表面与吸附器筒体表面的粉尘采用吸尘器进行处理。
两台分子筛在最终调试阶段时,氧产量4万m3/h负荷时两台分子筛阻力均过高(超过30 kPa,二氧化碳含量保持正常值),只好将氧产量降至3.2万~3.5万m3/h负荷以保证分子筛程序能自动进行。经过设计和分子筛厂家技术人员分析,两台分子筛填料粉末化相当严重,粉末堵塞过滤网后,造成分子筛阻力过大,若想解决此问题只有将两台分子筛吸附剂全部更换。两台分子筛更换吸附剂后再次起动分子筛阻力恢复正常。
4. 分子筛切换阀安装方向错误及处理
分子筛切换阀(三杆阀)在安装阶段,当地安装公司根据常规安装方式安装分子筛出口切换阀,在联调分子筛程序时,分子筛卸压阶段,无论分子筛卸压阀如何开大,分子筛压力都维持在200kPa左右,压力一直卸载不掉,经分析由于分子筛切换阀出口阀泄漏造成,经过现场确认,此阀门为正装,由于在卸压阶段是阀后压力高于阀前压力,所以需要在安装时进行反装,否则会出现泄漏,在停压缩机后反装此两台出口阀后,泄漏问题解决,分子筛程序运行正常,所以安装时需要特别注意此事。
5. 低温水泵出口管振动过大
空气预冷系统,空、水冷塔填料装填完成后开启预冷水泵对空、水冷塔体进行塔冲洗,泵起动后发现止回阀不断发出声响,泵出口管道振动较大,管道振动同时带动泵体发生振动。现场检查泵后管道支撑架,支架腾空未垫实,将各支架垫实且泵后第一个支架改成固定支架,再次起动运行正常。
6. 试车期间手动阀操作
裸冷结束后发现V301阀无法关严,泄漏量较大。判断是在吹扫结束后未进行阀门扰动而直接用较大的F扳手关死阀门导致阀门密封面受损。将阀门拆卸下来进行研磨处理,阀门拆卸后发现阀体密封面一处有一压痕受损,现场加工研磨工具,购买研磨膏进行阀门研磨处理,研磨大约9天,将密封面受损处磨平,最后进行试压一次通过。试车调试阶段关闭阀门时应注意进行扰动吹扫,以防杂质破坏阀门密封面。
7. 氧泵入口阀泄漏情况下拆除过滤器
氧泵运行一定时间后,入口过滤器堵塞,需拆除过滤器进行清洁。但泵入口阀本身质量原因导致泄漏较大,泵停止后进行加温,但入口阀泄漏较大,过滤器管道内一直存有液体。
处理方案:过滤器拆除时因入口阀泄漏无法将泵体加热至常温再进行拆除,先将泵尽量进行加温,加温气投用一段时间后(无液体明显排出)再将过滤器法兰螺栓间隔一颗拆除,待间隔螺栓拆除完成后关闭加温气然后将剩余螺栓拆除,螺栓拆除完成后准备取出过滤器前再开启加温器将过滤器加温,然后再将过滤器抽出进行清洁。过滤器回装前可打开加温阀将液体吹出并对管道加温然后迅速回装过滤器。加温气不断投用可使管道内温度不至于过低。
8. 氩泵出口管法兰漏液处理
循环液氩泵起动运行后多次进行冷紧,但运行一段时间后基础温度不断下降达到-182℃(泵箱内已提前装入矿渣棉),怀疑泵箱出口法兰存在泄漏(未开泵之前基础温度正常)。将矿渣棉扒出后发现氩泵出口阀法兰漏液较大,泵停止运行,泵体排液加温后拆除法兰查看垫片,垫片一侧未压紧,出口阀前后管架加设限位块,且两管架之间距离较远1.5m。应是管道应力导致法兰泄漏。将阀门前后抱箍拆除,更换垫片法兰拧紧,起动氩泵运行正常。
9. 空分液空纯度和氩馏分纯度的控制
本套空分产品氮气由主冷液氮经液氮泵压缩复热引出冷箱,由于主冷液氮抽取较多,下塔回流液相应减少,液空纯度相应下降,因此调试初期氩系统投用后氮气产量达到设计值时,液空纯度控制应接近设计值32%;由于液空纯度较常规流程低,所以氩馏分含量也相应下降,氩提取率较常规流程偏低小,当氩馏分控制超过8%容易形成“氮塞”现象,经多次摸索总结出氩馏分应控制低于8%为宜,相应的氩馏分流量控制在50 000 m3/h,纯氩流量控制在1 200 m3/h,这样整个氩系统更为稳定。