密封器件压氦和预充氦细检漏的等效标准漏率上限
利用经典的分子流、黏滞流、过渡流流导公式及圆管分子流流导几率的精确数值解,对21 世纪数篇文献呈现的漏孔流导随上游压力变化关系曲线进行了分析,并将密封器件的漏孔简化为长圆管,得出了以下结论:从流量角度观察气流是否偏离分子流状态是非常不灵敏的,因此可以认为,如果上游压力不超过1 × 105Pa,对于等效标准漏率L < 1.4 Pa.cm3/ s 的漏孔,气流大致处于分子流状态;当任务允许的L 最大值Lmax 《 14 Pa.cm3 / s 时,不论L 的值是大是小,均不必考虑气流是否偏离分子流状态;仅在压氦法的压氦阶段,当L max和L 均接近1.4 Pa.cm3/ s 时,从流量角度气流会处于黏滞流状态,导致合格判据偏保守;而在压氦法的其他阶段和预充氦法各阶段,只要L < 14 Pa.cm3/ s,气流均处于分子流状态。从而证明对于密封器件氦质谱细检漏而言,L max取1.4 Pa.cm3/ s 可以满足气流处于分子流状态的要求,且该值大于粗检的下限。
文献指出,对密封器件进行氦质谱细检漏时,若试件有大漏,或者内部容积很小,以致封闭在试件中或轰击到试件中的氦有可能在质谱检漏仪试验之前就已逃逸,因此必须使用其它方法来对这些试件进行检漏试验,如气泡试验、充液法或质量变化试验。也就是说,使用密封器件氦质谱细检漏的必要条件是存在可检漏率与之相衔接的粗检方法,二者必须配合使用。
文献指出,氟油加压高温液体法最小可检漏率为100 Pa.cm3/ s 或更小;利用薄膜差压传感器制造的压力变化检漏仪最小可检漏率为100Pa.cm3/ s,一般手动检测时单个密封器件检测时间在10 s 左右,在使用多工位全自动检测设备时检测一个密封器件的平均时间最小仅为1 s。如果被检器件的漏率要求再严格一些,比如最大允许漏率为1 × 100 Pa.cm3/ s( 甚至到1 × 10-1 Pa.cm3/ s) ,通过延长检漏时间,也是可以满足要求的。这是可检漏率最小的两种粗检方法。
密封器件氦质谱细检漏压氦法( 即背压法) 的创始人D. A. Howl 等指出,压氦法的计算公式仅适用于完全分子流下的漏孔。这一结论同样适合于预充氦法。而为了与上述两种粗检方法相衔接,我们取密封器件氦质谱细检漏等效标准漏率上限L0=1.4 Pa.cm3/ s。本文分析这一上限的合理性,并将小于此上限的漏孔简化为长径比相当大的圆管。
1、已有的经典公式及精确数值解
对于同一根管道而言,当上游(俗称进气口) 压力低时,该管道处于分子流下;当上游压力高时,该管道处于黏滞流下。根据文献,漏率是在规定条件下,一种特定气体通过漏孔的流量。而流量q 是在给定时间间隔内,流经截面的气体量( 压力-体积单位) 除以该时间。q 等于流导U 乘以两端压差
q= U(p1- p2) (1)
式中,p1 为管道上游的气体压力,p2 为管道下游( 俗称出气口) 的气体压力。密封器件氦质谱细检漏过程中总是p2 《p1,所以式( 1) 可以简化为
q= Up 1 (2)
1.1、分子流
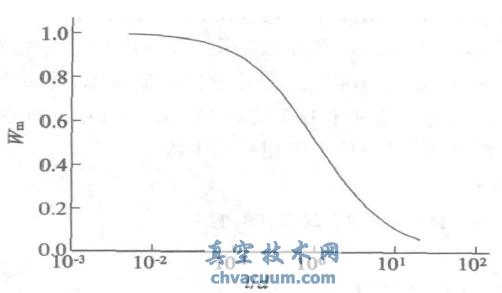
图1 修正后的Wm 随l / d 变化的关系曲线图
从图2 可以看到,Wl,m相对于修正后的Wm 的误差随l / d 增加而降低,当l/d》2 时,在双对数图上误差曲线具有良好的线性,其拟合公式如图中所示。
由于这两种认识大相径庭,且涉及使用密封器件氦质谱细检漏的必要条件,非常有必要澄清孰是孰非。为此,在以上分析的基础上和p2 《 p 1 的前提下进行以下讨论:
(1) 当p1 低到一定程度表现为分子流时,若用粘滞流流导公式计算,得到的流导值就会低于实际值;而当p1 高到一定程度表现为黏滞流时,若用分子流流导公式计算,得到的流导值也会低于实际值。
(2) 随着p1 不断增高,一旦流导开始增加,就认为气流状态已偏离分子流,即从流导角度观察气流是否偏离分子流状态是非常灵敏的;而从流量角度,仅当流量的增加明显偏离线性时,才认为气流已偏离分子流状态,即从流量角度观察气流是否偏离分子流状态是非常不灵敏的。考虑到密封器件氦质谱细检漏的漏率测量并不精密,情况更是这样。
(3) 密封器件漏孔尺寸为l = 0.1 mm,d = 2.26Lm 和l= 1 mm,d = 4.87 Lm 两种情况、分子流下的L 都约为1.4 Pa.cm3/ s,是L 0= 1.4 Pa.cm3/ s 合理性验证所需要的漏孔尺寸,按此要求衡量,泄漏阀改装成的恒定流导显得太粗,且过长;激光打孔虽然是目前最精细的打孔技术,但仍嫌粗,且太短,所以还无法实验测定密封器件当L 为1.4 Pa.cm3/ s 时,在压氦法或预充氦法过程中是否明显偏离分子流状态。
(4) 换个角度来看,如果p1达到标准漏率要求的1.01 × 105 Pa,第2 节四个示例所用的漏孔的流量均远大于1.4 Pa.cm3/ s,说明这四个示例所用漏孔对于L0= 1.4 Pa.cm3/ s 的合理性验证而言都不够微小。
(5) 相对比较四个示例,文献和文献使用激光打孔得到的漏孔,l 与d 处于同一量级;而文献使用泄漏阀改装成的漏孔,l 》 d ,所以文献[ 13] 的结果更有参考意义。关注偏离分子流状态的p1值,我们注意到,即使从流导角度来看,文献]比文献和文献也高得多。特别是从图10可以看到,当p1 = 2 × 104 Pa 时,流量已达到1.3 ×10-5 Pa.m3/ s,仍基本处于分子流状态,按照图8 的趋势估计,即使p 1= 1 × 105 Pa 时,还不会脱离分子流状态,这是L < 1.4 Pa.cm3/ s 的漏孔基本处于分子流状态的重要佐证。
(6) 对于Lmax远低于1.4 Pa.cm3/ s 的密封器件( 例如空气严酷等级要求高的军品密封器件) ,即使在压氦法的压氦过程中,漏率合格的产品从流量角度也不会处于黏滞流状态,而漏率不合格的产品只要保证候检时间不超过最长候检时间,就可以通过测量漏率报警或粗检剔除。这里并不直接涉及接近1.4 Pa.cm3/ s 的标准漏率是否偏离分子流状态的问题。
(7) 仅当L max 接近1.4 Pa.cm3/ s,且密封器件的L 也接近1.4 Pa.cm3/ s 时,在压氦法的压氦过程中,由于压氦压力一般在2 × 105 Pa 以上,由图13 和图16 可以看到,从流量角度会处于黏滞流状态。与按照分子流状态的计算值相比,流量偏大,因而压氦结束后密封器件内部的氦分压也会偏大,导至测量漏率偏大,即偏保守。
(8) 在压氦法的候检期间和氦质谱检测期间,密封器件内部的氦分压通常明显低于1 × 105Pa,因而L < 1.4 Pa.cm3/ s 的产品从漏率角度处于分子流状态。
(9) 对于预充氦法而言,密封器件内部的氦分压通常低于1 × 105 Pa,因而L < 1.4 Pa.cm3/ s 的产品从漏率角度可以认为处于分子流状态。
5、结论
对于密封器件氦质谱细检漏而言,L 上限取1.4 Pa.cm3/ s 可以满足气流处于分子流状态的要求,且此上限大于粗检的下限。