贮箱漏率正压检测方法
氦质谱检漏技术是目前国内外应用较多的一种先进的检漏技术。" 贮箱漏率正压检测方法" 是为适应航天贮箱结构复杂、漏率要求严格等特点而开发的一种氦质谱检漏方法。被检容器充正压,外部集气容器保持常压或抽成真空,实现正压差累积法检漏和压力真空检漏,消除了人为及环境因素影响,具有检测效率高、结果精确、安全可靠等优点。经测算该检测方法较传统方法可降低成本30 %。
1、引言
测氦质谱检漏法已在科研和工业部门得到广泛应用,其主要优点是可以在各种检工况条件下实现泄漏率的定量检测,而且检漏灵敏度高、测量范围广,特别适用于微小泄漏率的精确测定。航天贮箱属于精密设备,漏率要求极其严格,传统的氦质谱检漏方法已不能适应航天工业的发展,需要一种检测效率更高,可靠性更好的检测方法,贮箱漏率正压检测法就是应这种需要而开发的。
2、贮箱漏率正压检测法简介
2.1、常用正压氦质谱检漏方法
正压氦质谱检测技术是正在兴起的检测方法,包括吸枪法、气罩积分法、正压差累积法和压力真空法,见图1。采用吸枪法和气罩积分法时,氦气通过漏孔从高压向大气泄漏;正压差累积法则是氦气从高压向低压侧泄漏;而压力真空法则是从高压向真空泄漏。吸枪法和气罩积分法在国内已有使用,其特点是不需专用装置、机动灵活,但对操作者有较高的要求,易受人为因素及环境因素的影响,精度受到限制。正压差累积法及压力真空法受外界因素影响小,检测方便,易于掌握,具有精度高、检测结果稳定、可靠性强、检测效率高等特点,因而备受关注,但其需要专用设备。
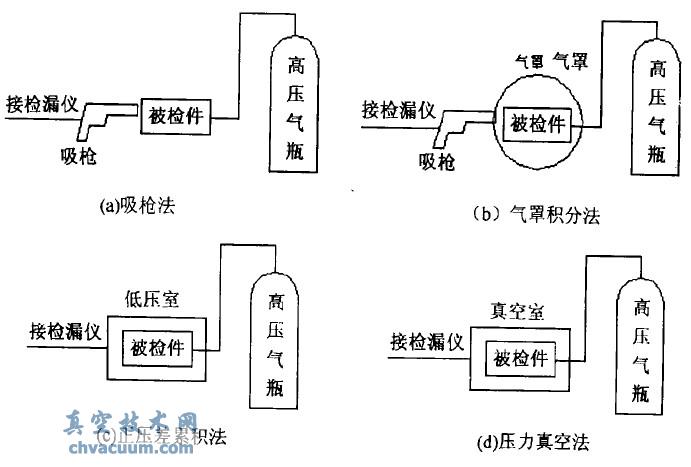
图1 氦质谱正压检漏法示意图
2.2、贮箱正压检测系统技术流程
图2是贮箱正压漏率检测系统图。整个系统由集气容器、真空机组、贮箱加气系统、贮箱载入机构、承架、电控系统、检漏系统等部分组成,检漏时采用氦质谱检漏技术,本系统适用于卫星燃料贮箱、低温气瓶等产品的总漏率的检测。
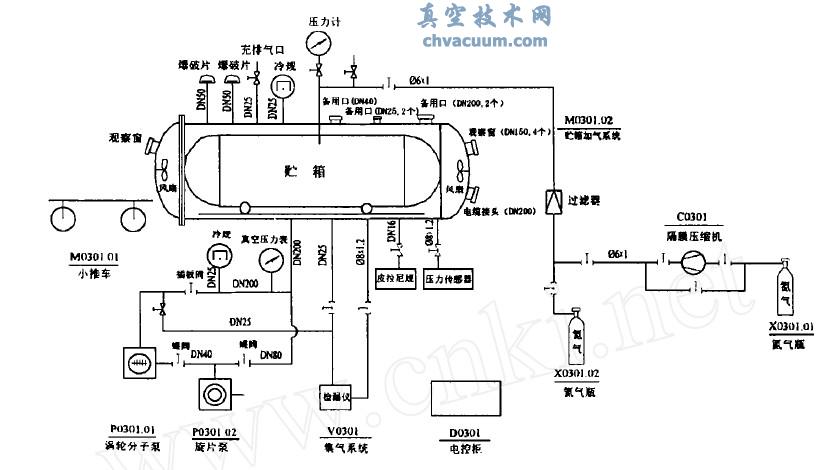
图2 贮箱漏率正压检测系统简图
该系统模拟贮箱的空间环境,将受检贮箱稳定地放在承载架上并由减震载入机构送入处于真空状态的集气容器内,集气容器由真空系统抽成真空,使贮箱外部形成真空环境。氦气与氮气按比例由加气系统充入贮箱内部,使贮箱内部形成正压;当气瓶内压力低时,可启动气泵压入,充入气体由过滤器过滤。由于贮箱内外压力差以及氦气的渗透能力强,贮箱内的氦气经漏孔渗漏到集气容器内,集气容器为封闭的真空状态,渗漏入的氦气被收集累积,并由风扇均匀化,能真实地反映贮箱的总漏率。检漏仪需预先校验,调整到需要的最小可检漏率,通过吸枪或真空管路从集气容器中进行采样,实现漏率检测。集气容器作为该系统的关键设备,其作用有三:①抽真空模拟了贮箱的空间环境;②收集渗漏氦气,消除了人为及环境因素的影响,反映贮箱的真实漏率;③一旦贮箱破裂,能起到安全保护作用。
2.3、检测系统工作原理
将处于常压状态下的贮箱放入集气容器内,让容器处于常压密封状态或真空状态,同时打开漏率为Q0的正压标准漏孔进行累积定时取样记录检漏仪的输出数据,读取正压标准漏孔经过t1 时间的累积后,检漏仪输出指示变化为△I0 。当贮箱充入一定浓度和压力的氦气后,贮箱壁上如有漏孔,示漏气体氦通过漏孔,在集气容器中进行积累,集气容器中的氦分压随时间而上升。当累积t2 后,从集气容器进行采样,并送入质谱检漏仪进行测试,读取检漏仪输出指示的变化值△IV ,通过公式(1) 就可确定被检贮箱的漏率值。
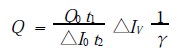
式中,Q 为被检贮箱漏率(Pa ·m3 / s);Q0 为正压标准漏孔漏率值(Pa ·m3 / s);△I0 为正压标准漏孔累积t1 时间后检漏仪的输出指示变化值(格或毫伏mV);△IV 为贮箱充入示漏气体,累积t2 时间后检漏仪的输出变化值(格或毫伏mV);t1 为正压标准漏孔累积时间( s);t2 为贮箱累积时间( s) ;γ为示漏气体的浓度。
3、主要技术特点说明
①该系统模拟贮箱在空间的实际使用条件- - 内部带压,外部真空,即所谓的压力真空检漏,或内部带压,外部常压或低压,形成正压差累积检漏,检测快捷,结果真实。②应用封闭的加气系统及真空集气容器使检漏气体的加注、收集、均化、检测等环节不受人为因素及环境的干扰,检测精度高。③采用磁传动搅拌机构,变动密封为静密封,运转平稳,密封可靠,渗漏小。④采用分子泵机组,减少了返油对检漏的影响,配用较大的机械泵,缩短了预抽时间,提高了检测效率。⑤采用两级减震解决了贮箱的平稳载入、承载问题。
4、性能试验
4.1、试验结果
真空度测试结果见表1。
表1 真空度测试结果

集气容器进行氦质谱检漏,检漏仪灵敏度调到1. 6 ×10- 9 Pa ·m3 / s ,未发现漏点。
4.2、结果分析
①机械泵预抽快,15 分钟即可将容器抽到1Pa ,达到检漏所需的真空度要求。②在压力为1Pa 下打开分子泵,经过20 分钟后压力可降到1. 5 ×10 -2 Pa ,但从1. 5 ×10 -2 Pa 降到1. 4 ×10 -2 Pa 需要一个半小时,故系统的实测极限真空度可设定为1. 5 ×10 -2 Pa 。③根据氦质谱检漏情况,并考虑氦浓度及抽空分流,集气容器的总漏率将小于1. 6 ×10 -6 Pa ·m3 / s。④初步测算具有标准化的加气配气系统与目前采用的单一工质(氦) 可降低30 %的检漏成本。
5、结语
经实践使用证明,与其它形式的气体泄漏检测方法相比,该检漏方法消除了人为及环境因素对检测的影响,具有检测快捷、结果真实、精度高、费用低的优点,很好地解决了贮箱的总漏率检测问题。该检漏方法也可用于低温气瓶、LNG车用气瓶、压力气瓶、阀门等民用设备的高精度检漏。作为一种先进的检漏方法,将在航天及国民经济的诸多领域发挥重要的作用。
















