一种氦质谱检漏用双流道喷枪的设计及实验
为解决普通喷枪在检漏时对漏孔定位能力低的问题,设计了一种钟罩式双流道喷枪,并对其开展了测试实验。结果表明:喷氦法检漏时,利用钟罩式双流道喷枪可分辨出相距15mm 的相邻漏孔,对单一漏孔定位范围为Φ20 mm,较大的提高了喷氦法检漏时对漏孔的定位能力。
喷枪作为喷氦法氦质谱检漏的一个重要工具,用以对被检部位喷射氦气。目前喷枪一般直接采用喷漆枪或稍作改造,但利用其对大体积密封结构的焊缝等部位实施检漏时,对漏孔位置的准确判定存在一定难度,甚至出现误判。为此,本文设计了一种钟罩式双流道喷枪,可较好地对被检部件漏孔实施定位检测。
1、喷氦法最小可检漏率分析
喷氦法检漏时的检漏系统最小可检漏率与仪器最小可检漏率存在以下关系[1]:

式中Q'min———检漏系统最小可检漏率,Pa·m3/s
Qmin———仪器最小可检漏率,Pa·m3/s
γHe———被检部位处所喷氦气体积浓度
Δt ———喷嘴在漏孔的停留时间,s
τ———由真空系统所决定的仪器的反应时间,s,τ= V/SHe(V—系统容积,m3,SHe—系统对氦的抽速,m3/s)。
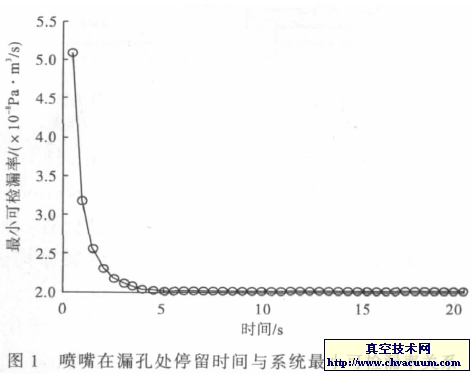
仪器最小可检漏率为2×10-8 Pa·m3/s 时,喷嘴在漏孔处停留时间与检漏系统最小可检漏率关系见图1。
由式(1)及图1 可见:喷氦法检漏时其最小可检漏率与所喷氦气浓度γHe 和喷氦时间Δt 有关。提高喷氦法检漏最小可检漏率的途径主要有两条,一是使γHe→1,即提高漏孔处氦浓度,二是使exp(-Δt/τ)→0,即增加喷氦时间Δt,但喷氦时间的提高意味着检漏效率的降低。
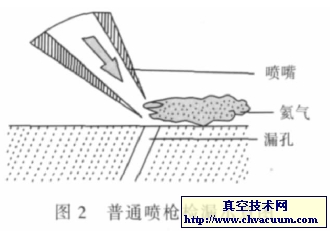
检漏时采用的普通喷枪喷嘴一般为敞开式结构(见图2)。
因此,采用普通喷枪检漏时由于受喷嘴相对漏孔的夹角、距离、移动速度以及喷射氦气的流量等因素影响,漏孔处氦气的浓度和影响范围难以确定,实际检漏最小可检漏率不高;喷枪所喷的多余氦气不能被及时清除,使得检漏环境氦本底较高,影响到周围其它漏孔,易造成对漏孔位置的误判,尤其在被检部位结构比较复杂的情况下,氦气更不易扩散清除[2~4]。
2、钟罩式双流道喷枪
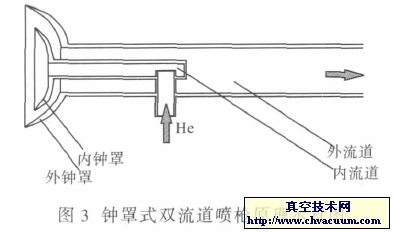
针对普通喷枪的不足,以提高漏孔处氦浓度、减少所喷氦气对检漏环境的影响为目的,设计了钟罩式双流道喷枪,见图3。
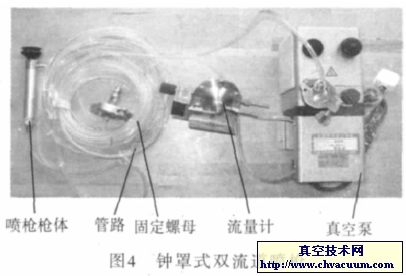
钟罩式双流道喷枪由喷枪枪体、PU 管、锁母接头、透明管浮子流量计、旋片式真空泵等构成,见图4。
喷嘴采用橡胶钟罩式以提高被检部位氦气浓度。枪体由两根双流道管路构成,氦气自内管喷出,外管联通真空泵将多余氦气抽除,从而避免对环境本底的影响。联接内管与外管的管路上分别设有调节喷氦流量和真空泵抽气流量的调节阀,通过调节阀门,使喷氦流量与抽气流量相匹配,从而保证被检部位保持较高的氦浓度。
被检密封结构的焊缝宽度一般为20 mm,因此设计内钟罩直径为20 mm,外钟罩直径为40 mm。
3、测试方法及结果
3.1、测试装置
测试装置主要由金属压扁毛细管型漏孔(见图5)、漏孔阵列法兰盘等组成。漏孔阵列法兰盘上分布有相距为15 mm、20 mm、25 mm、30 mm、35 mm、40 mm、45 mm、50 mm 的螺纹孔,不同漏率的漏孔与法兰盘上不同距离的螺纹孔联接,可分别组成不同距离的相邻漏孔。
4、结论
(1)钟罩式双流道喷枪的设计原理是可行的,实验表明其可将相距15 mm 的漏孔区分开,并将漏孔确定在钟罩直径Φ20 mm 范围内,较普通喷枪大大提高了对漏孔的定位能力,该技术已成功应用于某容器大法兰金属焊封罩焊缝的检漏。
(2)由于受被检容器焊缝宽度要求,喷氦钟罩直径设计为20 mm,如将其直径减小,对漏孔定位精度或将更高,这对某些狭窄空间的微小部位的检漏具有很好的应用前景。
参考文献
[1] 达道安.真空设计手册.3 版[M]. 北京:国防工业出版社,2004:1306- 1307.
[2] 孙开磊,孙新利.真空氦质谱检漏原理与方法综述[J].真空电子技术.2003,(6):63.
[3] 梁凯基、张远青,等.复杂结构的大容器氦质谱检漏技术[J].真空与低温.2000,(2):108- 109.
[4] 范垂祯. 再议质谱检漏技术中的喷吹法和吸入法[J].真空.1998,(1):27- 28.
[5] 闫荣鑫,肖祥正,吴孝俭,等.液体燃料箱体的氦质谱加压吸枪检漏研究[J]. 导弹与航天运载技术.1996,(219):61- 62.
















