国内外金属化炉概述(2)
图2 软件界面图
软件的主要作用有:执行多重任务;进行工艺编辑;自动工艺排序;数据自动收集和分析;故障诊断;安全接近措施;随时帮助功能。
首先,进入该系统需输入正确的密码。进入系统后技术人员按屏幕的提示逐步地输入工艺参数并保存下来(其他人员无法进入工艺参数设置系统)。选定工艺后按运行键即自动运行工艺。这时操作人员可从屏幕上看到炉子的工艺参数和运行状态,如:炉子各区的设定温度、实际温度、输出功率、推杆速度、周期时间等。
该系统设置了两种警示:警告和报警。警告是用来提醒操作人某实际值已偏离设定值并接近报警条件, 警告出现时, 程序状态按钮变成黄色“A2L ERT”。报警的作用是提醒操作人某实际值已超过设定值(有关参数是由技术人员事先输入的) 。若出现报警,屏幕会变成红色并闪烁白字“ALARM”,伴有警报声音,操作人可先清除报警声音,再打开报警状态对话框,这时会看到报警的类型,如氢气压力低、缺水、温度偏离等。操作人员根据提示处理报警,完毕后按清除报警键即可,若处理的不对,炉子会再次报警直到操作人正确处理完报警。最后操作人按关闭键返回至炉子监视窗口。
紧急停车按钮:在控制柜和传送带的两端共有三个紧急停车按钮,当发生危险事件时可按下它,则加热接触器关闭,驱动停止。
数据收集和工艺参数的修改:技术人员可选择主菜单的Data log项设置数据收集的条件,根据条件炉子将自动收集工艺条件,如温度、压力、报警信息等,这些被收集的数据存储在一个数据收集盒内,可以被相关人员观看、分析和打印。
2、立式炉
以七星华创公司生产的立式炉为例。
2.1、炉子的基本组成
炉子分为机械和电气控制两大部分,其中机械部分由工作室、升降机构、气路系统、供水系统组成。电气控制部分由控制柜、变压器、温度控制系统、加热系统、报警系统组成。
2.2、工作室
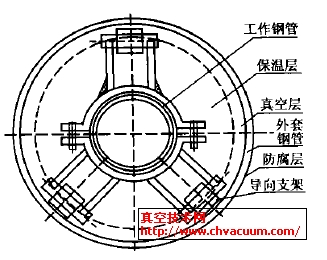
炉壳为圆筒形,内层为不锈钢板,夹层之间通循环水,使炉壁和炉顶得到冷却,法兰盘为不锈钢。加热采用鼠笼式圆周加热方式,加热元件为钼丝,各组加热器由若干钼丝组成,固定在支架上,加热子分布在炉体四周及底部。此方式可保证工作室内温度的均匀性,从而保证炉内各部位产品金属化温度的一致。保温屏采用全金属反射屏,最里层为高温钼,接着是几层普通钼,然后是几层不锈钢。热偶采用钨铼材料,外套瓷珠。与卧式炉类似,钨铼热偶稳定性较差,需经常监控,及时更换,否则将影响金属化的质量。
2.3、升降机构
由电机、丝杠、导向机构等部件组成。装产品时炉底盘下降,将产品装入,可根据金属化产品的种类采用裸烧或放在钼舟内,完毕后将炉底盘升起。
2.4、气路系统
炉内先抽真空,到达一定的真空度后自动向炉内充氮气,达到一定压力后,通氢气并升温。上述过程可自动完成。在炉体旁边设有湿氢装置,内有加热装置,可设定加热温度。湿氢装置的上方设有露点仪。在氢气进炉的管道上也设有加热装置以保证进炉湿氢的露点。这样,只要保持湿氢罐内和管道的加热温度恒定,进入炉内的湿氢气氛就是稳定的,瓷件金属化的质量可控。气路系统的工作也可由手动完成。立式炉的用气量比卧式炉小得多,金属化工艺相对卧式炉来说不太好调节,工艺参数还需通过大量试验来确定。
2.5、供水系统
循环冷却水通向炉体、炉盖和电极,各路均设有水流继电器,当发生水压不足或断水时,有信号送入控制柜,系统可根据情况作出反应,不会导致炉体局部过热。
2.6、电气控制系统
用可编程温度控制器对炉内进行温度控制,控制方式为PID闭环控制系统。记录仪可记录炉内的温度和氢气压力。立式炉金属化工艺的编制极为重要,在设定温度、保温时间、升降温速率时还要充分考虑炉子的特点,这样才能缩短试验的周期,使炉子尽早地投入生产。
2.7、报警系统
当发生下列情况时,炉子会发出声光报警: ①缺氢或氢气压力不足时,自动停止加热并向炉内通氮气; ②却水或水压不足时,自动停止加热直到水压恢复; ③发生超温时,自动停止加热; ④炉内压力超标时,在炉顶设有泄压装置,自动泄压以保证安全。
综上所述,用于金属化的卧式炉和立式炉各有其特点,用户可根据自己的实际情况如资金、产量大小、产品种类等情况来选用。目前,国内有些厂家生产的金属化炉已接近国浇注的实验要求。