���ʱЧ�����г�������2024���Ͻ��۽ṹ�ݱ�
�����������������(TEM)ϵͳ���о��˳��´�Ӧ����������2024���Ͻ����ʱЧ������������������̬���ߴ�ͷֲ���������֣���Ӧ����ʱЧ��Ʒ����������ݱ����в�ͬ��T351 ̬��Ʒ�������ı��˺Ͻ���ƷʱЧʱ�������̣�����Ω ������������̬�Ͻ�ʱЧʱ����������Ϊ��SSSS→S(S’)��→Ω�ࡣ
����Al-Cu-Mg ϵ�Ͻ��dz����Ŀ��ȴ���ǿ���ͺϽ�ͨ����Ϊ�úϽ��ʱЧ��������Ϊ��SSSS(����������)→GPB ��→S’→S����ϵ�Ͻ���нϸߵ�ǿ�ȡ�����Ŀ�ƣ�����ܺ�һ���Ŀ���ʴ���������Ż�е�����ķ�չ����ҵ�����е�ϣ�����þ������Ա���(SPD)������һ����ߺϽ��ʹ�����ܣ����õ�SPD ������Ҫ�е�ͨ��ת�Ǽ�ѹ(ECAP)����ѹŤת(HPT)����̬���Ա���(DPD)�ȡ��ھ������Ա��ι����У������ߴ�ϸ���ɴﵽ�����������𡣵��ǣ��������Ա��η�������߲���ǿ�ȵ�ͬʱ�������������ԵĽ��͡����þ������Ա��β�����ϸ��ǿ����ʱЧ�����в���������ǿ�����Ѿ�����ʹ��ϵ�Ͻ��ýϸߵ�ǿ�ȺͽϺõ������ʣ���ռ�����(http://www.chvacuum.com/)��Ϊ����������ѧ������ʱЧ�����е�����������͡��ߴ硢��С���ֲ���������������ء�
����������ҪĿ���Dz����ʵ��ļӹ����գ�ʹ2024 ���Ͻ��������õ��ۺϻ�е���ܡ�������TEM ����������֯���ݱ���ɣ�Ϊ��ҵ�����������ʵ��ص������������͡��ֲ����۽ṹԪ���ṩ����ָ����
����1�����鷽����������Ʒ
�����Ʊ������Ͻ������ͨ����2024 ���Ͻ�ɷֽ������ƣ��������ΪAl-4 . 45wt%Cu-1 . 50wt%Mg-0.9wt%Mn-0.50wt%Fe-0.50wt%Si-0.25wt%Zn��������ո�Ӧ���������Ʊ�������Ͻ����ӹ���460 ����Ȼ�����12 h���پ���ѹ���͡���ѹ����䣬�ٽ���ʱЧ�ȴ���———495 �����������ʱЧ60 min��֮��ˮ���и��������С�������ۻ���������(CR)���ۻ�Ӧ����ε �ֱ�Ϊ0.4��0.5�������Ʒ��180 ����в�ͬʱ����˹�ʱЧ���ʱЧʱ��820 min��������Ӳ���Dz���Ӳ�ȣ�������Ϊ9.8 N����ѹʱ��Ϊ30 s��������Ӳ�Ȳ�����Ʒ���ò�ͬ���ȵ�ˮĥɰֽ��е��֮����״̬��������Ӳ�����߱仯��������ѡ������TEM �۲����Ʒ�����ڵ羵�۲��TEM ��Ʒ�����õ������Ӽ����Ǽ��������Ʊ����۽ṹ�����ڴ������������ܵ�F30 ����������Ͻ��У��羵�ļ��ٵ�ѹΪ300 kV��
����2��ʵ�����ͷ���
����2.1��Ӳ�ȱ仯����
����ͼ1 ��ʱЧ���Ӧ����ε Ϊ0.4 ��0.5 ��ƷӲ����ʱЧʱ��仯�Ĺ�ϵ���ߡ��������Ͽ��Կ�����ʱЧ��������Ʒ������ʱЧ����0~180 min��Ӳ�����������Σ�180~500 min ��Ӳ�Ȼ����½��Σ�500~720 min ��Ӳ�������Ρ�����Ӧ�����в�𣬵��ǣ�Ӧ����ε Ϊ0.4 ��0.5 ����Ʒ��Ӳ�Ⱦ������Ƶı仯���ơ�
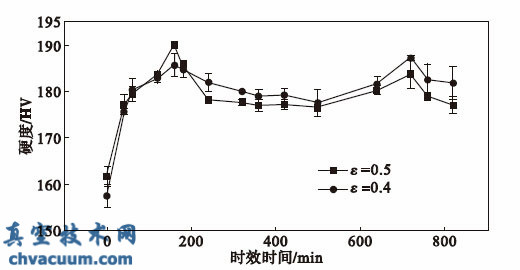
ͼ1 ʱЧ��������ƷӲ�ȱ仯����
����2.2��CR ��Ʒ
����ͼ2 �Ǿ���ͬѹ���̶ȵ�2024 ���Ͻ���۽ṹ����羵�۲��������ܶȵ�λ��ǽ(DDWS)�Ѿ����������в���������λ��������T ����Χ����ͼ2a ��ʾ��ͼ2a�����½ǵIJ�ͼ��һ��˫��������ò����ʾ��Сѹ��״̬��T ����Χ�����ɼ���λ������˵��T ����λ��֮���к�ǿ������ã���������Ч����������λ��������Ӧ�����ϴ�ͼ2a��ͼ2b�в����ѡȡ��������ͼ�ʶ̻�״��˵��CR��Ʒ���γ����Ǿ��ṹ��
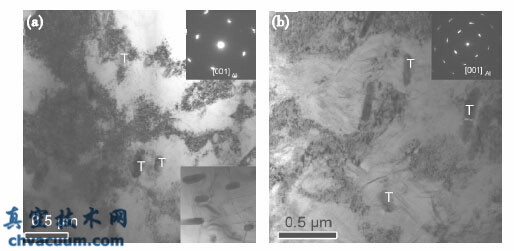
ͼ2 ��ͬӦ����������������Ʒ�����ṹTEM ������Ƭ��(a)ε=0.4��(b)ε=0.5
����3������
������Ӧ����������ѹ����2024���Ͻ�180 ���¶���ʱЧ�������������ת�������Ѿ�������T351 �����µ�ת��������������������ʱЧʹΩ ����������Al-Cu-Mg�Ͻ��д������������ܺ�Ĵ�Ӧ����ѹ��������GPB�����γɣ���ʱ�Ͻ���������п��Ը���Ϊ��
SSS→S(S')→Ω
������Ӧ����ѹ��Al-Cu-Mg �Ͻ���Ʒ�������ۺ����з����ı䣬ʹ���������ۺϻ�е���ܵ�Ω������������ܶ���̽����ǿ��2024 ���Ͻ�ҵ���������¹����ṩ����ָ����