电子束快速成型机聚焦及偏扫系统的工程实现
阐述了电子束快速成型机聚焦及偏扫系统在工程上所遇到的几个问题及解决方法。主要有:制造工艺引起s、t轴偏扫不垂直,通过斜角坐标和直角坐标数据互换算来解决此问题;电子束偏转后束斑散焦,采用以电子束偏转位置为因变量校正聚焦励磁电流来解决此问题;电子束聚焦校正励磁电流与反映位置的s、t轴偏扫励磁电流之间存在非线性,采用偏扫场按扇形分区,试验获取特征点参数数据,区域内每点参数按线性近似处理;磁路动态损耗影响聚焦补偿精度和偏扫精度,励磁电源指令电压采用比例-微分输入方式加以解决。试验结果表明电子束斑的均匀性和偏扫精度均明显优于无补偿系统。
金属零件3D打印技术作为整个3D打印体系中最为前沿和最具潜力的技术,是目前先进制造技术的重要发展方向,金属零件3D打印技术主要包括激光工程化净成形技术、激光选区熔化技术和电子束选区熔化技术。其中电子束快速成型较激光快速成型具有能量利用率高、可应用材料广泛、真空环境无污染、成形速度快等优势,已在金属零件快速成型领域中得到应用。电子束快速成型的选区熔化成形工艺是:先在铺粉平面上铺展一层粉末并压实;然后,电子束在计算机的控制下按照断面轮廓的信息进行有选择的熔化,层层堆积,直至整个零件全部熔化完成;最后,去除多余的粉末得到所需的三维零件。在此过程,电子束完成断面偏扫,电子束快速成型工艺对聚焦和偏扫的精度提出了较高的要求,且要求偏扫频率也较高。本文介绍电子束快速成型机聚焦及偏扫系统几个工程问题的解决方法。
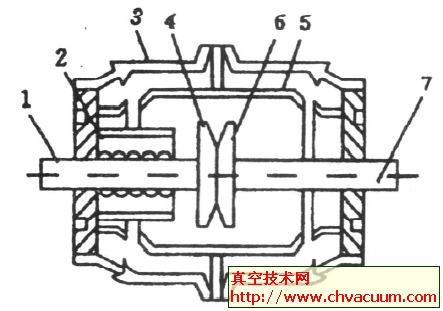
1、电子束聚焦和偏扫的原理
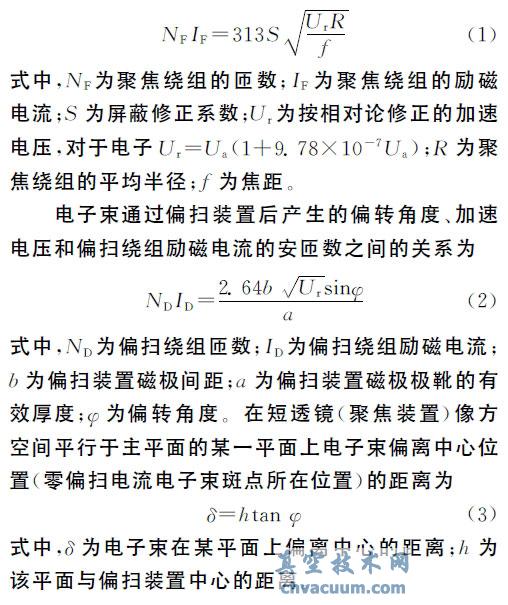
电子束快速成型设备采用磁聚焦和磁偏扫方式。电子束通过聚焦装置后沿轴方向短透镜像方空间的焦距、加速电压和聚焦电流的关系为
4、结论
(1)直角坐标和斜角坐标变换,有效校正偏扫装置制造误差,提高了电子束偏扫轨迹的精度。
(2)为消除各种非线性影响,在偏扫场内采用扇形分区,根据各小区边界特征点的聚焦电流和偏转电流参数的数据,按线性变化规律计算小区域内任意点的聚焦电流和偏转电流参数,获得较高的精度。
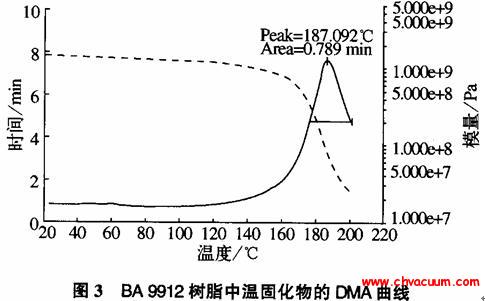
(3)聚焦装置和偏扫装置的导磁框架采用非晶软磁材料粉末和环氧树脂浇注固化后经机加工完成,既降低了磁路的动态损耗(即降低了工作频率对励磁电流与工作磁感应强度对应关系的影响)又能提高工作频率。
(4)聚焦副绕组和偏扫两绕组的励磁电源的控制电路都采用比例-微分输入形式,进一步抑制工作频率对励磁指令信号与工作磁感应强度对应关系的影响。