三偏心硬密封蝶阀阀体的加工工艺研究
蝶阀是用圆盘式启闭件往复回转90°左右来开启、关闭和调节流体通道的一种阀门。蝶阀不仅结构简单、体积小、重量轻、材料耗用省、安装尺寸小,而且驱动力矩小,操作简便、迅速,同时还具有良好的流量调节功能和关闭密封特性。蝶阀在完全开启时具有较小的流阻,当开启开度大约在15°~70°之间时,又能进行较为准确的流量调节,因而在大口径调节领域,蝶阀的应用非常普遍。本文主要针对本人最近生产的三偏心硬密封蝶阀阀体的加工方法进行讨论。
1、三偏心蝶阀的密封原理
1.1、三偏心密封蝶阀的密封原理
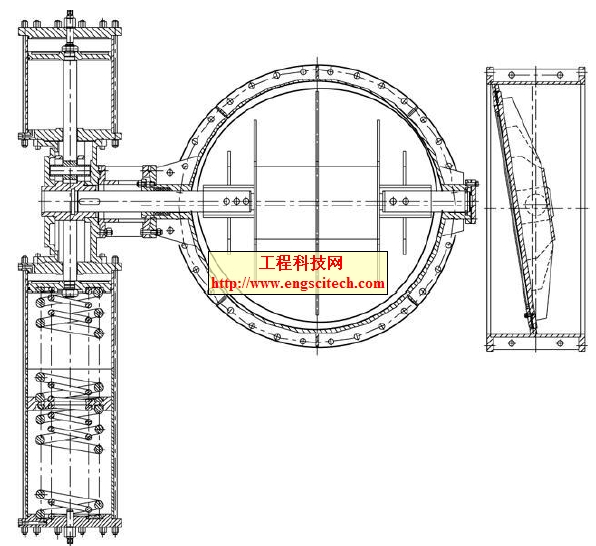
三偏心密封蝶阀密封结构见图所示
三偏心金属密封碟阀
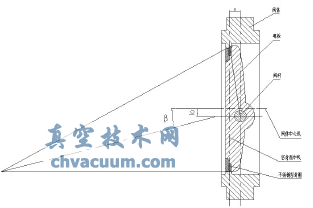
1.2、三偏心密封蝶阀的密封结构
1)结构特征:阀板的回转中心与阀板密封截面形成一个偏置尺寸。a.并与阀体中心线形成一个偏置尺寸;b.阀体密封面中心线与阀座中心线形成一个角度为β的角偏置。2)密封原理:由于该结构蝶阀在双偏心密封蝶阀的基础上将阀座中心线再与阀体中心线偏置一个β角,当这种结构的三偏心蝶阀处于完全开启状态时,其阀板密封面完全脱离阀座密封面,并且在阀板密封面与阀座密封面之间形成一个与双偏心密封结构蝶阀相同的间隙,由于β角的偏置,会使长、短半径转动的阀板大、小半圆上,阀板密封面转动轨迹切线与阀座密封面形成一个楔角θ1和θ2,该楔角的形成会使阀板启闭时,阀板密封面相对于阀座密封面渐出脱离和渐入压紧,从而彻底消除阀板启闭时蝶板两密封副之间的机械磨损和擦伤。
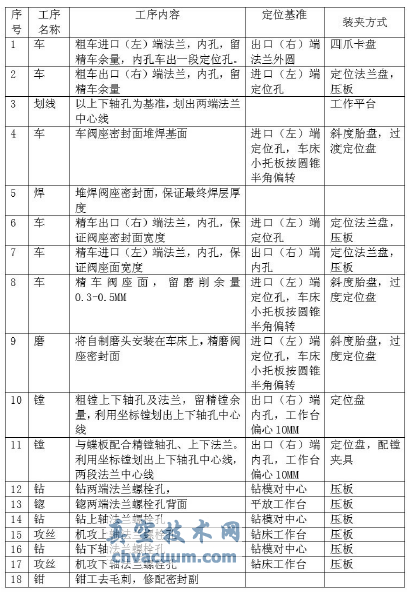
2、阀体及密封面的加工工艺
三偏心蝶阀密封副,可理解为由正圆锥偏转一定的角度切割而成,三偏心蝶阀制造工艺的核心,也就是阀座面的加工工艺和蝶板密封圈的加工工艺,以及蝶板与阀体的配镗工艺。
加工工艺过程如下:
3、加工注意事项
1)为了在加工过程中使密封面锥体中心与机床回转中心重合,过渡盘与斜度胎盘定位止口的定位台阶中心与阀体安装在斜度盘上的定位台阶应存在偏心Eg。
式中:C—过渡盘厚度,mm;H—阀体进口端距阀杆中心高,mm;Ea—阀座密封面中心线与阀杆中心的轴向偏心,mm;α——锥体与阀体通道轴线的偏心角,(°);e—阀座密封面中心线与锥体中心交点和阀体通道中心的偏心距,mm。
2)加工密封面圆锥时刀具的安装时很重要的问题,如果刀尖未对准中心,车出的圆锥体则呈双曲线。
根据圆锥体成型的原理,通过圆锥体中心的圆锥母线应该是一条直线。如果把一个标准圆锥体离开轴线△h处切开,其剖面形状是曲线CDE,因此,车刀安装得高于或低于零件回转中心△h,则车出的母线
则变成了双曲线,现证明如下:
r2=x2+△h2;r2-x2=△h2;x=ytanα=△h2;r2/△h2-y2/△h2cot2α=1
这就是双曲线方程,也就是说r在y轴方向变化规律是双曲线。
4、结语
三偏心硬密封蝶阀加工工艺的核心为金属密封面的堆焊技术,以及密封面硬质合金的加工及与阀瓣(蝶板)的配合加工工艺,该篇论文所讨论的加工工艺,经过我厂长时间的试验,已经达到成熟阶段,去年生产的DN2800mm三偏心硬密封蝶阀已经应用于核电、天然气领域,满足高温、高压等苛刻工况的使用要求,并一致得到了客户们较好的评价。