液氩泵机械故障现象与原因分析及解决方案
液氩泵使用时出现的问题
2006年5月4日, 由于在线运转的2#液氩泵发生外泄漏而造成其严重结冰, 影响正常运转, 需要停运并进行吹除。于是将1#液氩泵经2小时吹除和紧急预冷后投入使用, 但使用效果不佳,主要表现为: 拖动电机的电流值较大,而液氩泵的流量和出口压力偏小, 达不到工艺指标的要求。虽然将1#液氩泵反复加温吹除和预冷后再运行, 运转情况非但没有好转, 反而在最后出现了电机“甩电流”现象, 并出现液氩泵流量为零的状态。1#液氩泵运转失败, 只有等待解体检修。
1#液氩泵解体情况
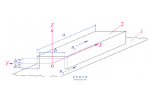
2006 年5 月20 日, 拆开1#液氩泵泵壳后, 发现用于将叶轮锁紧在轴上的铜质双头螺柱在外端的螺纹收尾处发生断裂, 断裂后的螺柱连同铜质压块和不锈钢螺母整体脱落在泵壳的吸入口底部。脱落的铜压块近半个已被磨损, 而残留在铜压块通孔内的断螺柱和与其连接在一起的不锈钢螺母则完好无损, 所以可以对螺柱断口进行断裂分析。当从已磨损的铜质压块中取出断螺柱后, 发现断面、断口略成螺旋面状, 且与外螺纹收尾螺线基本保持一致。在断面上, 断口呈现细颗粒状的均匀组织。另外,铜叶轮的轮盖上有一道碰磨而形成的环形糟, 槽深约为1mm,槽宽在Φ160~180mm 的圆环区域内。与轮盖相对应的泵壳内壁面上,也有着一道因碰磨而形成的环形痕迹区域, 只是由于泵壳材料较坚硬, 所以才没有留下明显的磨损痕迹。当从轴上拆下叶轮后, 发现用于传递扭力的紫铜材质的键已被纵向居中剪断, 而铜质叶轮的轴孔则被磨损扩大和拉毛。
液氩泵故障原因分析
由液氩泵解体情况可知, 脱落的铜质压块和断螺柱整体坠落在叶轮的吸入口处, 并且近半个铜质压块已被磨损, 这足以说明是铜质双头螺柱首先发生断裂。因为只有在铜质螺柱断裂后的反复试泵运转过程中, 坠落体才有可能被吸入到叶轮的进口处, 才能使坠落体磨损。
以上分析也是符合试泵运转时的实际工况, 碰磨造成拖动电机的电流值偏大。而当铜螺柱断裂后, 叶轮在轴上失去了锁紧力, 因此在反复试泵运转中, 叶轮在轴向力的作用下会沿键逐渐向外窜动, 直到轮盖与泵壳壁面发生旋转碰磨。此时, 由于叶轮偏离蜗壳中心引起内泄漏量增大, 并由于叶轮吸入口被坠落体部分堵塞及相对运动引起的摩擦发热而造成部分吸入液体汽化等, 所以液氩泵的扬程和流量减小。而在之后的多次试泵过程中, 由于不断变化流量, 引起高速旋转的叶轮在轴上不断地来回窜动, 使键和键槽孔的配合面产生较大的相对滑动而磨损。由此配合面间会产生侧间隙, 并在之后的试泵运转中, 使叶轮与键发生撞击。因此在试运转的后期, 将键(尺寸规格为5mm ×5mm ×45mm) 纵向居中剪断, 在试运转的最后, 出现了零流量的情况。并且在最后, 由于键的剪断面上毛刺的作用, 使轴在转动时将叶轮轴孔划伤磨损, 造成轴孔扩大。
以上零部件的损坏, 都是因为双头螺柱断裂而连锁发生的, 因此分析双头螺柱发生断裂的原因很有必要。
因为在螺柱的断口面上既没有疲劳扭断的痕迹, 也不存在组织上的明显冶金缺陷, 所以开始认为螺柱断裂纯粹是因为热胀冷缩使应力过大造成的。但进一步分析认为, 螺柱拉断可能是多方面因素造成的。首先是双头螺柱在装配时的预紧问题,因为没有资料证明预紧拉应力是符合规定要求的,所以不能排除有预紧过度的问题; 其次是泵的使用操作问题, 因为没有完整的运转操作记录能够说明每次操作液氩泵是按规程进行的, 就不能排除存在在操作中因加温吹除不彻底或预冷速度过快, 造成泵体结构上的不均匀热胀冷缩的可能, 以致在启动前或启动瞬间, 过大的热拉应力使铜质螺柱崩断;再者是铜质双头螺柱本身结构问题, 因为断口位置在螺柱外端的螺纹收尾处, 该处本来就是结构上的最薄弱处, 容易产生应力集中, 容易断裂。
操作经验
由于1#液氩泵转子严重损坏, 所以只能送到制造单位修理。2006年6月, 1#液氩泵经过修复后再次投入使用。到目前为止,1#液氩泵已连续、稳定运转近两年时间, 没有发生大的故障。总结这两年来使用液氩泵的成功经验, 主要有以下4点∶
(1) 在使用中, 严格按照液氩泵使用说明书中的参数表和运行曲线进行操作, 定时检查和记录泵的进、出口压力和电流等参数, 并依据进、出口压力差估算流量, 以便合理调节出口阀开度, 满足工况要求。
(2) 坚持开展操作人员的点检制度和维修人员的巡检制度, 以便及时发现诸如泄漏、振动和噪声等异常情况并及时处理, 防止故障扩大。
(3) 定期切换备用泵运行, 对运行泵进行加温吹除, 减少流通阻力, 使其恢复泵和管网原有的输出特性, 以便再次使用时获得较理想的运行工况。
(4) 在切换泵操作时, 严格按照规定的开、停泵操作程序操作, 不允许简化操作, 特别是在启动泵前的预冷阶段, 前10 分钟预冷度不可太大, 防止冻坏机件和管件的连接螺栓。另外还要强调的是, 在约30分钟的预冷阶段, 要不时地用手盘动电机风扇, 不断检查轴部是否存在冻住、卡死的现象。若盘泵时手感较重, 则应立即关闭进口阀, 再用常温气体吹刷电机轴部, 直至能轻松盘动为止,然后再打开进口阀继续预冷。