低温泵抽气性能测试平台的抽速测量不确定度研究(2)
3.1.4、压力P的合成标准不确定度
由以上分析结果,根据不确定度的合成理论,压力P的合成标准不确定度可表示为:

3.2、P0的测量不确定度
P0 的测量不确定度uP0可按照公式(5)进行计算。由于低温泵抽速测量实验过程中P0 比P值一般至少低一个量级,且测量重复性、稳定性对P0 的测量不确定度的影响很小, 故确定P0 的测量不确定度时可只考虑压力测量仪自身误差所引起的不确定度,此时uP0可表示为:

3.3、充气量Q的标准不确定度
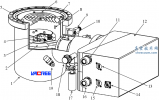
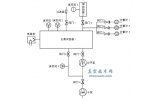
为了实现向抽速测试平台的定量充气,可采用滴管式流量计[6] 、由经过标定的压电晶体阀及其控制系统所组成的定量充气系统、热式质量流量控制器等。同其它定量充气设备或系统相比,热式质量流量控制器具有准确度高、操作维护简单方便等优点,并且充气量的大小受供气气源压力、连接管道流导等因素的影响较小。为了提高抽速测试结果的可靠性,本低温泵抽气性能测试平台采用某厂生产的集成化的DMF系列中的质量流量控制器。
充气量Q 的测量不确定度由质量流量控制器误差所引起的不确定度分量、重复性所引起的不确定度分量综合而成。为了使抽速测量结果的质量尽可能高,考虑到待测低温泵的抽速在1 000左右且测试罩内应为分子流状态,故选用DMF系列中的量程为0~ 16.88Pa·L / s的质量流量控制器,它是该系列中量程最小的一款产品。
3.3.1 质量流量控制器误差引起的不确定度分量
充气量Q 通过低温泵抽气性能测试平台的控制系统进行设定,由质量流量控制器自身通过反馈控制系统精确给出。根据厂家提供的技术资料,该系列质量流量控制器的精度为±1% 3 F.S. ,则由该误差所引起的不确定度分量可表示为:
![]()
式中, F. S. 为质量流量控制器的满量程值。kp 为含因子,质量流量控制器的误差服从均匀分布,取kp = 根号3 。
3.3.2 重复性引起的不确定度分量
根据厂家提供的资料,DMF系列质量流量控制器的重复性所引起的误差为读数的0.15% ,则由重复性所引起的不确定度分量可表示为:
![]()
式中, F. S. 为质量流量控制器的满量程值, kp 为包含因子。质量流量控制器的重复性所引起的误差服从正态分布,取kp = 2。
3.3.3 充气量Q的合成标准不确定度
由充气量Q 的测量不确定度分析结果,根据不确定度的合成理论,充气量Q 的合成标准不确定度可表示为:
![]()
3.4、抽速的不确定度及抽速测量结果的完整表达
根据抽速测量基本原理式(1),考虑到充气量Q由流量控制器按照设定值给出且P 和P0 在不同的量程下工作, 认为Q、P、P0 的测量不确定度之间不相关,则根据不确定度合成原理[7] ,抽速的合成标准不确定度可表示为:
低温泵的抽速S可完整表示为:
S =S- ±k·uC (s) (11)
式中,S- 为将Q与P和P0 的实验值代入公式(1)计算得到的抽速值, k为扩展因子,一般取2,与之相对应的置信概率为95%。
按照JJF1059 - 1999《测量不确定度的评定与表示》的要求,不确定度最多为两位有效数字,测量结果的位数与不确定度的位数一致。
4、实验结果与讨论
作为示例,实验中测控系统1 s记录一个压力P的数据点,测得低温泵抽高纯氢气后的本底压力P0 = 4. 26 ×10- 4 Pa;考虑到热式质量流量控制器达到预定的控制精度需要1 s以上的时间,实验中选择3 s后的记录为有效,在设定充气量Q = 5.00Pa. l/ s时的一组Pi ( i = 1, 2, ⋯10) 值分别为:6. 04 ×10- 3 , 5. 98 ×10- 3 , 6. 06 ×10- 3 , 6. 11 ×10- 3 , 6. 00 ×10 - 3 , 5. 99 ×10- 3 , 5. 96 ×10- 3 , 6. 06×10- 3 , 5. 93 ×10- 3 , 6. 01 ×10- 3 ,单位Pa。此时,利用式(1)可计算出低温泵的实测抽速S-= 895L /s;根据公式(3) 、(4) 、( 5) 、(6)分别可得u1P = 5.21 ×10 - 4 Pa、σ1P = 0. 17 ×10- 4 Pa、up = 5. 21 ×10- 4 Pa、uP0 = 0. 37 ×10- 4 Pa;根据公式( 7) 、( 8) 、( 9)分别可得u1Q = 0. 097、u2Q = 0. 013、uQ = 0. 098,单位均为Pa·L / s。根据公式(10) , uC ( s) = 85L / s;根据公式( 11)与JJF1059 - 1999的要求,低温泵的抽速S可完整表示为: S = (9. 0 ±1. 7) ×102L /s,置信概率为95%。
由实验结果分析,可以看出,低温泵的抽速测试结果不确定度较大,最主要的原因是全量程压力测量仪的精度较低,仅为读数的15% ,压力测量的不确定度成为影响抽速测量不确定度的关键因素。为了提高抽速测量结果的质量,可从压力测量和进气量控制两方面考虑,抽速测量结果的质量主要受真空压力测量仪的测量精度的影响,寻求更高测量精度且重复性和稳定性好的真空压力测量仪是提高抽速测量结果质量的关键;在此基础上可选用控制精度更高、重复性更好且量程合适的流量控制器以进一步提高抽速测试结果的质量。