气缸气密性检测系统的设计和实验验证
为有效提高气缸气密性的检测精度和检测效率,该文在充分考虑设备便利性、硬件稳定性和软件可靠性的基础上,设计研发出一套气缸气密性检测系统。系统的硬件主体设计包括工作台、检测仪和人机界面模块,系统软件主要包括工作台和检测仪主控PLC 的设计和人机交互模块的设计。经现场实验验证,结果表明,该检测台软件和硬件运行可靠,在保证检测精度的同时取得了较满意的检测效率:可将缸径φ20-φ100 气缸检测时间缩短至60s/只以内,可满足使用需求。
气缸,作为最普遍的气动执行元件,其气密性能直接关系到产品的节能环保、质量提升和工业现场的安全性。气缸气密性检测水平的高低直接影响到生产效率、操作人员的劳动强度以及产品的质量。因此,研发气缸气密性检测系统,实现快速、准确的泄漏检测具有重大的现实意义和实用价值。本文在充分考虑机械设计的便利性、气缸硬件的高可靠性和软件系统稳定性的基础上,设计研发了一套气缸气密性检测系统,在保证检测精度的同时,极大地提高了检测效率。
1、检测系统硬件设计
检测系统的硬件主体分为三部分:工作台、检测仪和人机界面模块,其各模块的硬件结构和功能如图1所示。其中工作台模块主要由工作台PLC 及其控制的自动装夹模块、信号灯、数字压力显示器和继电器构成,可为气缸检测提供包括装夹、压力显示、伸缩状态控制等功能。检测仪模块主要由检测仪主控PLC 及其所控电磁阀、差压传感器、电缸校正器和相应的气动元件组成,该模块为气缸气密性检测的主体,具体测量气缸的高压和低压情况下的内漏和外漏。人机界面模块主要由触摸屏构成,可满足用户的参数输入和气密性检测结果的输出。工作台主控PLC、检测仪PLC 和触摸屏间通过485 通讯传输数据和指令,以使用户可实时更新检测参数,并使得检测的结果或报警信息直观显示在相应界面上。
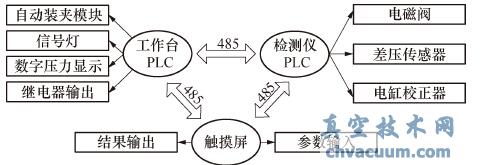
图1 硬件结构功能图
1.1、工作台的结构和功能设计
该检测台可满足常见的Φ20~Φ100 范围的标准气缸的检测。图2 为工作台实物图。该工作台分为上下两个工位,可同时独立对气缸进行气密性检测,因此进一步提高了检测的效率。图3 为工作台的自动装夹模块,通过选择工作台面上的“下压”、“夹紧”和“释放”可以分别控制夹紧气缸的上提、下压和排气状态。夹紧气缸安装于滑轨上,并可以自由改变两气缸的距离以适应不同待测气缸的尺寸。夹紧气缸端部通过丁腈橡胶压头对气缸的进气口和排气口进行密封,同时其内部为空气的流道,可以保证正常的进气和排气。

图2 工作台实物图 图3 自动装夹模块
1.2、检测仪结构和功能设计
检测仪为完成气密性检测的核心仪器,其结构和功能决定气密性检测的精度和快速性。气缸的气密性检测需分别测量有杆腔和无杆腔两腔的泄漏,而每个容腔需完成低压内漏、低压外漏、高压内漏、高压外漏,故共需完成8 项泄漏检测。测试过程中,检测仪PLC 通过485 通讯接收工作台PLC 传输的指令,以进入相应的测量模式(如内漏或外漏,低压或高压)。随后,检测台PLC 通过控制“高低压选择电磁阀”的状态完成测量压力选择,通过控制“充排气电磁阀”的状态完成待测腔和标准腔的充气和放气的动作。当测量完成时,检测仪PLC 通过485 通讯将相应的测量结果(合格不合格)传输给工作台PLC 和触摸屏,相应的测量结果显示在触摸屏上,以有利于工人查找泄漏处。检测仪实物图见图4。

图4 检测仪实物图
2、检测系统软件设计
该检测系统软件主要包括工作台和检测仪主控PLC 的设计和人机交互模块的设计。针对气缸气密性检测的程序具有以下特点:①以硬件接口为基础,实用性强;②充分考虑现场工况,抗干扰能力强;③充分考虑气缸参数和结构差异,适应性强。
2.1、工作台和测量仪PLC 程序的设计
工作台PLC 程序主要具有下功能:
1)工作台状态自检
自检的内容包括气源压力是否合格,以防气源压力过低,导致后续的气密性检测压力无法满足;工作台减压阀功能是否良好,输出压力是否正常;工作台和检测台密封性是否良好,以防气动管道或装夹处出现泄漏,导致测量结果不可靠。若自检状态合格,真空技术网(http://www.chvacuum.com/)认为设备运转正常,检测结果可靠。
2)气缸装夹动作控制
按下“上提”或“释放”按钮,工作台PLC 自动切换电磁阀气路,完成夹紧气缸指定容腔的充气和放气操作。
3)待测气缸气密性检测前预动作控制
气密性检测前需向待测气缸有杆腔和无杆腔交替通入公称压力,使气缸活塞杆伸出缩回3~5 次,以达到较好的润滑和密封效果。
4)待测气缸气密性检测指令发送和检测结果接受。完成上述操作后,工作台PLC 需按照测量流程,依次向检测仪PLC 发送8 项泄漏检测指令,并等待检测仪完成检测后,将检测结果反馈回工作台PLC。
5)报警操作
当检测过程中遭遇非正常情况时,如气源压力过低、急停按钮被按下、工人将手臂伸进工作台,报警灯鸣响,同时检测过程终止。检测仪PLC 主要完成如下功能:
(1)接收工作台检测指令,并将检测结果反馈回触摸屏;
(2)自动完成气缸的有杆腔和无杆腔的高低压的内外漏的检测,共8 项;
(3)通过485 通讯,接收触摸屏上测量参数的更新。
如图5 所示即为检测系统从开机至完成某型号气缸气密性检测的软件流程图。
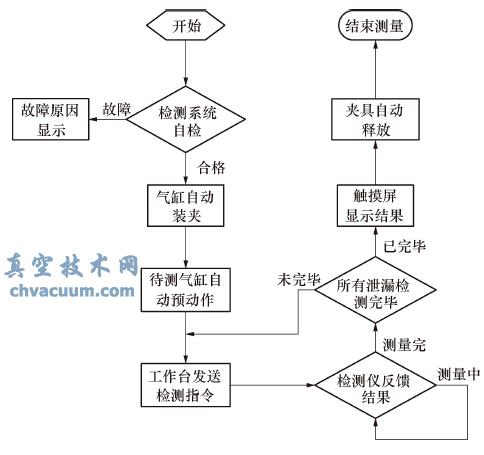
图5 软件流程图
2.2、人机交互软件设计
人机交互软件需完成以下两项主要内容: 检测状态查询和检测参数配置。界面设计时需充分考虑用户的使用习惯,并兼具人性化和美观的特点。本项目中触摸屏界面通过组态软件设计,并可实现同工作台PLC和检测仪PLC 的实时通讯。
1)检测状态查询
图6 为检测状态查询界面,检测状态包括气缸的动作状态和气密性检测的结果。其中动作状态为气缸活塞杆的伸出或缩回的状态,通过查询该状态可以判断气缸动作是否正确,气缸运行时,该检测界面的气缸动作和实际动作一致。气密性检测结果共8 项,分别列于“有杆腔”和“无杆腔”两侧,为低压内泄漏、低压外泄漏、高压内泄漏、高压外泄漏,各4 项。红色表示该检测项不合格,即泄漏量大于规定值,绿色表示检测项合格。
2)检测参数配置
气密性检测参数包括自检泄漏标准、高压外漏标准、低压外漏标准、内漏标准以及待检测气缸的缸径和行程。对于标准气缸,通过触摸屏输入缸径和行程,检测软件可按照国标自动生成检测标准。为满足用户提高产品检测质量的需要,也可手动在标准处修改所需标准。
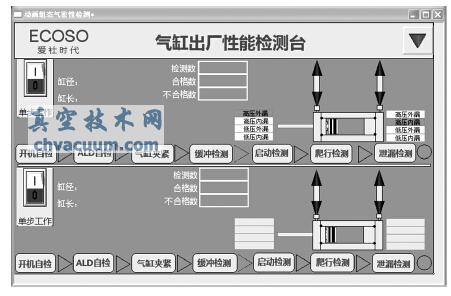
图6 检测状态查询界面
3、气密性检测系统效率和精度分析
为检验所设计的气密性检测系统硬件和软件的实用性和稳定性,现针对某气缸生产厂家的部分标准气缸型号进行测试,记录该系统的检测时间,同时将该检测结果同传统的水测法相互对比,以验证该检测系统的可靠性和准确性,如表1 为检测结果。
表1 检测系统实测精度和效率对照表

从表1 可以得到,对于缸径低于φ50 的中小气缸测试时间约为100s/条,对于φ50~φ100 气缸检测时间约为110s/条,考虑到检测系统可两工位同时独立检测,则单条气缸的气密性检测时间均可控制在60s/条以内,优于人工检测效率。
实测发现,共测试9 种型号气缸,检测总数为173,其中人工检测不合格数为6 条,检测台检测不合格数为7 条,且均覆盖人工检测不合格气缸。其中φ100×φ200 存在一低压内漏气缸,水测判定合格而检测台判定不合格的情况,分析该样品时发现,该气缸活塞密封圈处密封效果不理想,虽气密性检测前预动作4~5 次,但其密封效果仍有缺陷,导致气缸在检测开始后一段时间内仍然存在轻微泄漏,随着密封圈逐渐张紧,泄漏停止,人工检测时,可主观延迟一段时间检测,导致人工检测和检测台测试结果不吻合。检测φ80×φ100 的气缸时,人工水测发现1 条气缸存在内漏,检测台检测发现存在内漏和外漏,分析其原因,在于该气缸内泄漏较剧烈,当测量外泄漏时,会存在因内泄漏造成的压降,导致外泄漏误报,在以后的研究中将对该泄漏耦合问题进行判断以消除误报现象。
综上所述,该气密性检测系统硬件和软件运行状态稳定,检测精度可靠,且测试效率优于传统的泄漏检测,尤其是测量较大型号的气缸时,该优势更加明显。因此,该检测系统可完全替代传统的水测法或冒泡法完成气缸的出厂气密性检测。
4、结论
本文详述了两工位气缸气密性检测台的硬件设计,介绍了该工作台和测量仪的机械结构和功能实现,并通过PLC 完成了工作台和测量仪的动作流程和检测逻辑。基于该检测台开展气缸气密性快速检测的实验验证,现场使用情况表明,该检测台软件和硬件运行可靠,在保证检测精度的同时取得了较满意的检测效率:可将缸径φ20-φ100 气缸检测时间缩短至60s/只以内,可完全满足使用需求。
















