集成电路外壳的喷吹法检漏浅析
目前军用集成电路外壳漏率检测的主要依据是GJB 548A - 96的1014实验程序。该实验程序中明确规定未经密封的外壳应采用喷吹法检漏。
集成电路外壳的喷吹法检漏
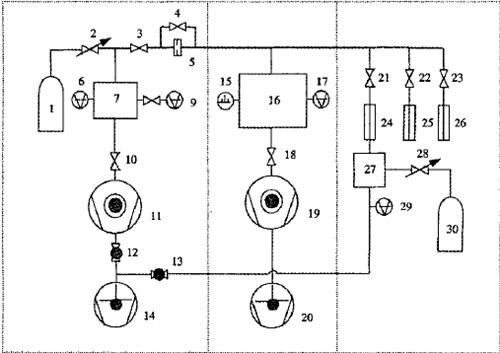
喷吹法检漏是目前使用最多、也是较方便的一种方法。其原理是:将集成电路外壳通过过渡接头连接到检漏仪上(如图2所示) ;检漏时,先用检漏仪辅助泵对集成电路外壳进行预抽气,抽至低真空;然后关闭辅助阀,打开节流阀,将集成电路外壳与已抽至极限真空的检漏仪相通,并用其对集成电路外壳继续抽气(应确保集成电路外壳与检漏仪相连处密封,可以采用加密封垫、密封圈、橡皮泥等方法进行密封) ;当质谱室达到工作压力时,使仪器处于检漏工作状态,然后用仪器所附的喷枪向集成电路外壳疑似漏气部位喷吹氦气,如果有漏,氦气被吸入集成电路外壳内部并进入检漏仪,由输出仪表显示出来。由检漏仪可以读得漏孔的漏率大小,由喷枪喷吹的位置可以确定漏孔的位置。

1———检漏仪; 2———辅助阀; 3———辅助泵;4———被检工件; 5———氦气瓶
图2 喷吹法检漏示意图
当集成电路外壳存在大漏时,全部打开节流阀,再打开辅助阀,用辅助泵帮助抽气,以维持检漏仪的正常工作压力。辅助泵工作后将导致检漏仪的灵敏度降低,因此辅助阀的打开程度要尽量小,以能维持检漏仪的正常工作压力为限。
喷吹法检漏的喷吹时间与移动速度
在标准环境条件下的喷吹法检漏中,喷吹时间Δt由(2)式决定:

式中,Δt为喷吹时间; T1为检漏仪电路反应时间; SHe为检漏仪对氦气的抽速; V 为集成电路外壳体积;Qmin为检漏仪的最小可检漏率; Q′m in为检漏仪的最小有效可检漏率;γHe为氦气百分比浓度。在(2)式中,如检漏仪已选定, 即SHe,T1 , Qmin , 为已知, 确定集成电路外壳体积V 及γHe , 即可求出最小有效可检漏率为Q′m in时所需要的喷吹时间Δt。
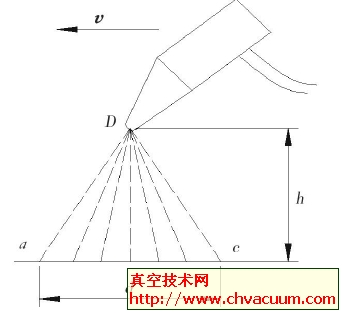
图3 喷氦覆盖示意图
喷吹法检漏时, 喷枪的喷嘴并非停留在某处不动,而是以一定速度v在移动,如图3所示。喷嘴喷出的氦气并非集中在一点,而是覆盖一片,这一片面积的直径为d, d的大小取决于喷枪直径D 及喷枪离集成电路外壳表面的距离h。D 越大, h越高,覆盖面积就越大。一般喷枪距离集成电路外壳表面3mm~5mm,此时覆盖面直径d为喷枪直径D 的10倍左右,即d = 10D。当D、Δt已知,则喷枪的移动速度v = d /Δt。
喷吹法检漏浅析
当集成电路外壳存在大漏时,由于质谱室和集成电路外壳之间存在较大压力差,通过集成电路外壳漏孔的氦分压远大于进入质谱室的氦分压,使得仪器反应时间大大增加,导致灵敏度显著降低;加上空气对氦的稀释,所以喷吹法一般误差较大,检测结果偏小。喷吹法检漏的定量性是一个需要进一步研究的问题,在实际应用中,选用合适的安全系数是必须的。在可能的情况下,安全系数至少应取10。例如:被检集成电路外壳实际工作要求为小于1 ×10- 9 Pa·m3/s,则在检漏试验时规定的最大漏率应为1 ×10- 10 Pa·m3/s或更小。
喷吹法的优点在于可以准确地找到漏孔的位置,然而由于检漏的灵敏度与喷吹时间有关,喷吹时间越长,灵敏度越高,但检测效率则大大降低。在喷吹法检漏中,提高有效最小可检漏率的途径有两条:一是提高氦气的浓度,即使γHe = 1;二是增加喷吹时间。在实践中,兼顾效率的情况下,一般喷吹时间Δt最多不超过3倍的仪器反应时间。如果γHe = 1,Δt = 3τ,那么有效最小可检漏率就基本上接近最小可检漏率(Q′m in = 1. 05Qmin ) 。