宝钢4#RH高效真空维护实践
本文介绍了宝钢炼钢厂4#RH 水环泵和蒸汽喷射泵混合式真空系统的组成,分析了4#RH真空系统的技术特点,并介绍了投产后的使用情况,最后总结了设备管理方面的创新和经验教训。
我国已成为世界钢铁大国,力争逐步向钢铁强国转变。在国内,利用和发展新技术、新装备成为钢企的共识,并出现了各大钢企纷纷建设RH的浪潮。为充分满足不断增长的市场对精品钢铁产品的强劲需求和保持在国内同行中始终领先的技术优势,宝钢股份公司新增了4#RH。
4#RH 主要用于衔接转炉、LF 和连铸工序,定位于生产高性能的核电用钢、宽厚板等精品钢种,对设备提出了更高的要求。4#RH 高标准地采用了1500 kg/h 抽气能力的真空系统。近年来不断通过优化操作方法和设备改进,深挖潜力,实现了4#RH 的连续高效运行。特别是自主实施的返送泵系统改造,利用虹吸原理,实现了冷凝水依靠自身重力返流至水槽,取代返送泵回流,每年既可节约大量的能耗,又实现了冷凝水返送系统“零维护”。
1、4#RH 真空系统设计的主要特点与技术创新
(1) 1B、2B 和3B 真空泵呈“之”字型布置4#RH 真空抽气系统由5 级蒸汽喷射泵和水环泵组成,如图1 所示。前级真空泵1B、2B 和3B呈“之”字型布置,真空泵处于斜卧状态。真泵进、出口两端空间宽敞,为点检人员安全进入内部进行泵体表面磨损检查和检修提供了便利。
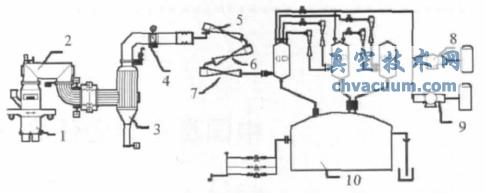
图1 4#RH 真空系统流程图
(2) 水环泵全程运行、喷射泵逐级联动真空系统启动后,水环泵开始工作,预真空,与之相连的1C、2C 冷凝器逐渐被抽空。待钢包台车到达,钢包被顶升后,真空主阀打开。在压差作用下,处理槽内废气进入1C、2C。同时,水蒸汽喷射泵逐级启动,处理槽内空气被抽走,压强随之降低,最后稳定在0.13 kPa以下,钢水进入处理槽并环流。整个过程分为6个阶段,如图2 所示。
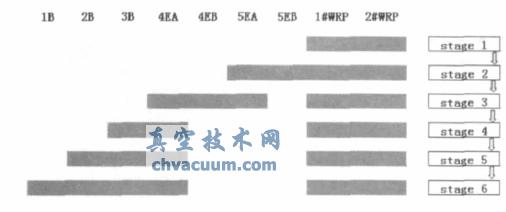
图2 真空系统启动流程图
(3) 节能主要体现在:动态调节1B、2B、3B 工作蒸汽压力。真空系统负荷减少后,根据预定的曲线关系,逐步降低喷射泵工作蒸汽压力。与恒定蒸汽压力的方式相比,动态调整蒸汽压力的方式更灵活,具有自适应功能,既能充分发挥泵的抽气能力,又能在处理后期自动减小蒸汽压力,节约流量,避免“大马拉小车”现象。
(4) 技术创新:4#RH 采用了“稳定、可靠”的设计理念,在真空系统的真空泵、冷凝器、气冷器和密封通道等各组成部分都进行了技术创新:
● 喷射泵喷嘴末段三维方向固定,提高了喷嘴刚度,减小振动,防止喷嘴开裂以及喷嘴法兰螺栓松动泄露蒸汽;
●1B、2B、3B 泵内部材料改进、经久耐用;
● 冷凝器喷嘴采用不锈钢材料、流线型设计,使得喷淋均匀、使用寿命增长;
● 排气口设置气幕,杜绝气冷器内积水;
● RH 密封通道改进,顶枪动作时,气囊泄气,收缩到密封通道内,避开和顶枪外表粘结的冷钢接触,使用寿命长,减少了设备维护量。
2、4#RH 真空系统经历的主要问题
2.1、真空抽气系统
(1)1B 开出时间过长,4#RH 投产后,1B 开出时间一度超过6 min。真空泵逐级启动时, 真空槽内压强出现反弹。5EA、5EB 刚开动一段时间内,不仅不能抽气,反而成为蒸汽和大气进入真空槽内破坏内部真空的通道,真空槽内会出现短时间的复压。
(2)前级真空管路积灰和管道漏气,RH 是天然的除尘器。在真空泵的抽吸作用下,粉尘沿真空管路迁移,从1B 向2B、从2B 向3B……,并且容易在气流较为缓慢的弯管处沉积。粉尘所到之处,冲刷管壁,尤其是管路弯头不堪磨损,变薄后穿孔,成为真空系统的漏气点,破坏真空度。在前级真空管路,积灰最多的地方是1B 弯头,粉尘冲刷最严重的是3B 出口,粉尘经常将1C 挡板磨穿。
(3)末级真空管路堵塞,真空切断阀不动作粉尘迁移到潮湿的末级真空泵,与冷凝器周围,尤其是冷凝器排气口弯头等气流缓慢处潮湿的水分相遇,容易在4EA、4EB 吸气口和水环泵与1C 冷凝器相连管路的弯管处滞留,逐渐沉积,淤积成泥。管路流通面积减小,阻塞管路。久而久之,还会破坏邻近真空切断阀门轴承,导致阀门不动作,制约了末级真空泵抽气能力的发挥。
(4)真空度测量失真,真空度是反映真空系统工作状态的重要参数,真空度测量必须十分精确。尤其是需要本处理的钢种,对于H、N 等冶金元素含量要求严格,必须在1 乇以下处理。RH 精炼工艺要求测量误差必须尽可能小。
真空度测量管路长,而且管路竖直,容易积灰。复压时,气流小,难于将管路积灰吹散。常温下,真空管路的流导与管路直径、长度等参数的关系为:U=1.34×103 d4 P/L。管内积灰后,流通面积减小,管路流导成4 次方关系锐减,曾因为灰尘堵塞真空度测量管路导致过真空度测量结果失真。
真空度测量对真空管路泄露非常敏感,连接点密封不严产生的轻微泄露也会导致真空度测量数据不准。小的泄露点更加难于发现,给真空系统故障排查增加了难度。
2.2、真空加料系统
上部密封阀和下部密封阀的使用可满足RH处理时连续加料的要求。合金原料中碳粉、锰等颗粒度小,在RH 连续加料时,容易从合金均压管路吸走,引起均压管路尤其是受冲击的弯头和均压阀磨损,造成管路漏气,破坏真空度。首先表现的是真空加料仓内真空度下降很慢或根本下不来,严重时下部密封阀打不开,必须二次排气才能加料。
真空加料的另一薄弱点是合金衬板。合金衬板最接近真空槽,长期的高温烘烤和氧化,烧严重,上机使用仅能维持一个星期,检修过度频繁。合金衬板烧损后,合金原料投料时有冲击真空槽耐材的可能性,会造成严重的安全隐患。
3、采取的措施
3.1、优化操作,缩短真空泵开出时间
5EA、5EB 开动是造成1B 泵开出时间过长的直接原因。5EA、5EB 和水环泵抽气不同步,启动后不能马上抽气,其入口蒸汽压力提升到工作压力后才开始抽真空。由于蒸汽主阀是电动阀,开关动作慢,5EA、5EB 建立工作压力需要的时间长。工作压力建立之前,其入口蒸汽作为一种废气进入真空系统,造成一段时间的复压,最终引起1B 开出时间过长。
我们在不断的操作中积累了一种缩短1B 泵开出时间的方法:在预真空和真空处理模式下,预先打开蒸汽主阀,为5EA、5EB 供应蒸汽,建立工作压力后,再启动5EA和5EB,实现了和水环泵的同步抽气。由此,杜绝了真空抽气初期出现的复压,1B 开出时间大为缩短,取得非常好的效果。
3.2、针对真空抽气系统采取的措施
真空系统管路弯头、拐角积灰积泥的现象制约了真空系统功能的发挥。在不断的实践中,我们逐步摸索出一套“疏”“堵”结合的办法。我们充分利用现有客观条件,在不改变冷凝水总流量和保障真空处理许可的条件下,关闭旁通水,常开1C 冷凝器水。粉尘进入1C 后,迅速被冷凝水带走,防止了粉尘向末级管路迁移,取得了非常理想的“除尘”效果,从根本上杜绝了管路堵塞和真空切断阀门卡死等故障。同时定期清理前级管路1B弯头、空冷器积灰,将空冷器放灰周期缩短为一周,前级管路积灰和磨损的情况有了很大改善。
3.3、针对真空加料系统采取的措施
(1)合金衬板一度经常烧损,原因在于受真空槽内高温烘烤,发生蠕变和氧化。同时加料过程中合金对衬板的冲击也大大缩短了合金衬板的寿命。针对合金衬板问题,我们采取的措施有:
(a)改进材质,选用1Cr18Ni9Ti,提高衬板的耐热性;
(b)改进操作方法,每次进行真空槽烘烤或化冷钢时,关闭合金翻板阀,阻挡真空槽内未燃烧完全的氧气和热气上升破坏合金衬板;
(c)在合金衬板表面增加气幕保护。就近利用下部槽环流气体在合金衬板表面始终吹扫氮气,形成气幕,如图3 所示。经过不断的改进,合金衬板保护效果十分明显,衬板一次寿命提高了4 倍,满足了现场要求。
(2)增加粉尘过滤器,减少小颗粒合金原料对均压阀的磨损。在均压阀和真空料仓之间设置旋风除尘器,过滤真空料仓均压时气流中较细颗粒的碳粉、锰和粉尘,保持均压管路的洁净,减慢均压阀阀板和均压管路磨损速度。同时,加厚均压管管壁,改善后,合金均压管路故障率明显降低,效果十分明显。
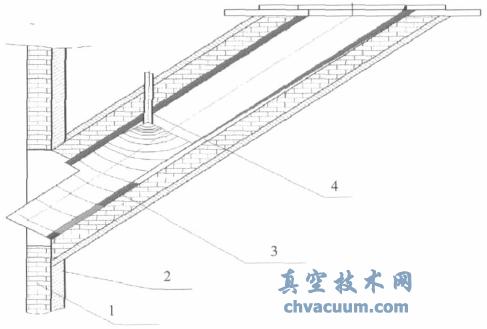
图3 合金衬板气体吹扫保护示意图
4、技术创新
返送泵改造是宝钢消化吸收再创新RH 技术的一次成功典范。原有返送系统通过水泵送回冷凝水池,循环利用冷凝水。返送泵改造的目标是实现冷凝水利用自身重力回流至水池。返送泵改造的具体措施是在返送泵出口管路“截高取低”。在热井罐溢流侧开孔引流至原返送泵系统管路较低段,原返送泵关闭。冷凝器内部水势高于返送泵管路水势,由其水势差建立虹吸。虹吸建立后,冷凝水源源不断地直接由热井罐返回水池,无须返送泵。返送泵的改造成功可以每年节约大量的电能,具有明显的经济效益。返送泵改造也将为RH设计建设提供一种新思路。
5、结语
通过几年的努力,4#RH 真空系统目前运行正常,为宝钢一炼钢的持续高节奏生产创造了基本条件。但也有一些问题依然没有得到有效解决:真空料仓振动给料器跑料漏料。我们曾加高振动给料器左右两侧料槽挡板,对块装合金料非常有效。但真空状态下,仍然不能避免轻质小颗粒粉料容易撒落在振动给料器周围。目前只能定期清理真空料仓来解决问题。如何从结构上改进真空料仓振动给料器,彻底解决真空状态下加料漏料问题仍然值得研究。
参考文献
[1] 达道安. 真空设计手册.3 版[M]. 北京:国防工业出版社2004.
[2] 徐汉明. 宝钢RH 装备技术集成和自主创新[J]. 宝钢技术,2006,(06).