高压大流量直轴式柱塞泵缸体的设计与研究
讲述了用球墨铸铁替代传统复合结构材料设计高压柱塞泵缸体。通过对K3V112 高压大流量柱塞泵的计算,验证了球铁作为缸体材料的可行性。对球铁进行气体软氮化可以得到具有良好的耐磨性、耐腐蚀性、耐热性和耐热粘附性的氮化物层,大大提高了缸体的性能。通过材料替代,简化了缸体的制造工艺,大大降低了制造成本并提高了生产效率与成品率。
引言
液压元件以至整个系统对于主机一般占其成本的20%,但对主机的性能恰恰是至关重要的,而我国的液压元件尽管产值不低,但高端的几乎由国外占据,而且这一差距似乎有增大的趋势。在2005 年左右,许多工程机械企业采购的高压大流量柱塞泵进口件交货期达一年零三个月以上。对中国液压行业来说,高端的高压大流量泵依赖进口,关键材料的性能和热处理不足。
高压大流量柱塞泵及其心脏部件大部分依靠进口,主要被日本、德国、美国和意大利等液压强国所垄断。而高压大流量柱塞泵的核心部件中,缸体(又称转子)、配流盘和柱塞是最重要及易损部件,其整体性能及配合的好坏直接影响泵的性能。因此,对高压大流量柱塞泵的转子、配流盘和柱塞的材料、设计与工艺及制造水平的提高是提高主机的关键。由于高压大流量柱塞泵的缸体有两个主要摩擦副———缸体-柱塞以及缸体-配流盘之间的摩擦副,设计及加工直接影响柱塞泵的流量-压力特性。
1、缸体结构设计
柱塞泵缸体由于存在两个关键的摩擦副———缸体-柱塞和缸体-配流盘, 这两个摩擦副的配合直接影响到柱塞泵的流量-压力特性。另外,根据机械设计原理,摩擦副的两个零件的材料必须存在一定的硬度差,而且,必须具有良好的耐磨性能和较低的表面粗糙度。对于高压大流量柱塞泵而言,必须传递大功率,所以缸体与传动轴之间的花键要有较高的刚度和强度。正因为如此, 一般在缸体结构设计时都采用两种材料镶套和烧结的结构。通常缸体的主体材料用强度与弹性模量较高的材料, 如38CrMoAlA、GCr15 等调质后氮化处理,同时提高耐磨性。而与柱塞和配流盘相对运动的部分用较软并耐磨的黄铜, 配流盘和柱塞用38CrMoAlA调质后氮化处理。
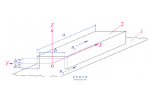
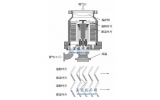
图1 为缸体的结构。柱塞孔镶套1mm 的黄铜套,配流面烧结黄铜,加工后为0.3mm,如此设计以满足摩擦副的使用要求并提高使用寿命。
2、材料研究
由于选用两种材料,并进行复合结构形式设计,此结构制造加工工艺复杂,而且成本高。为了满足应用要求,将缸体设计成一体式结构,选用合金球墨铸铁作为缸体的材料,由于合金球墨铸铁的机械性能优良,强度和弹性模量与中碳钢相当, 而且经过气体软氮化以后有很好的耐磨性能,同时,硬度比38CrMoAlA 氮化后的硬度相差HV300~400, 刚好可以达到摩擦副的设计和使用要求。
球墨铸铁QT-500 的强度与弹性模量等性能可以与45 钢、40Cr 等中碳钢或中碳合金钢相媲美,但是,它具有比中碳钢或中碳合金钢有更优越的性能。其性能表现在:①铸铁有良好的减振性能;②球墨铸铁中的石墨呈球状,易运动,所以,具有良好的耐磨性能;③因球墨铸铁中有大量的球状石墨的存在使得它有良好的自润滑性能。
因柱塞泵在运转过程中存在一定的气蚀现象难以消除,而气蚀会造成一定的主机振动。同时,高压大流量直轴式柱塞泵可以达到很高的转速, 机械振动会加剧。因此,在运行过程中会增加转子的失效。而球墨铸铁良好的减振、耐磨以及自润滑性能使其成为制作缸体的合适的材料。
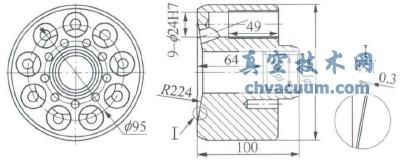
图1 川崎K3V112 高压大流量柱塞泵缸体结构图
4、制造工艺研究
4.1、传统缸体的制造工艺不足
传统的缸体是由两种不同材料制造而成,所以,制造工艺相对比较复杂。进行半精加工以后,再通过烧结工艺将黄铜烧结到缸体的球面上。由于两种金属材料的热膨胀系数的不同,在冷却时易产生裂纹,会造成废品率高。完成精加工以后进行氮化处理,而氮化处理的处理温度在570℃~580℃,此时又会造成很多缸体的球面材料的不良或剥落。
每一个柱塞孔必须镶套一件铜套, 为了克服柱塞与缸体间的运动摩擦力,在设计中,铜套与缸体采用大过盈配合。缸体上有九个柱塞孔,经常会由于过盈量较大以及装备不正而产生废品。因此处配合为过盈配合,报废或不良的产品无法修复。另外,此工序为最后一道加工工序,造成的废品会大大增加缸体的制造成本。
4.2、改进后的缸体制造工艺
将缸体用球墨铸铁作为材料完全能达到使用要求。随着材料科学的进展, 合金铸铁的研究与应用越来越广。球墨铸铁中加入Mn、Cu、Sb 和锑能显著改善其性能,如抗拉强度、伸长率以及硬度。球铁中加入质量分数0.58%~0.6%Mn,0.8%Cu 可以获得高强度高塑性, 铸态时抗拉强度达到795~830MPa,伸长率可达5.5%~6.6%,硬度可达270~283HB。因此,如果用合金球墨铸铁作为高压大流量柱塞泵的缸体材料能达到更高的性能。
球墨铸铁, 特别是合金球墨铸铁的气体软氮化性能良好。目前新型的气体软氮化工艺日益被广大热处理厂所采用。在一定炉压下,温度在580℃,通过加氧氮化工艺, 渗层深度可达0.28mm, 渗层硬度可达660HV0.1g,完全能满足缸体的使用要求。通过软氮化后的铸件材料具有良好的耐磨性、耐腐蚀性、耐热性和抗热粘附性,因此,球墨铸铁作为高压大流量柱塞泵的缸体材料在某些性能上优于常用的38CrMolA。使用球墨铸铁,特别是合金球铁作为缸体材料,在满足使用工况的前提下,大大降低了成本。
5、结论
用球墨铸铁替代材料加工制造的缸体应用于K3V112 直轴式柱塞泵上,在试验台上做寿命试验和流量-压力性能试验,收到了很好的效果,流量-压力性能与传统的材料及制造工艺所生产的缸体相媲美。通过试验,此设计已成功应用于工程机械的配件中。使用球墨铸铁制造高压柱塞泵缸体完全能达到使用要求,而且在生产过程中,大大简化了制造工艺,并降低了成本。同时,由于设计的简单化以及制造工艺的简化,大大提高了产品的成品率。