喷油式螺杆真空泵的控制系统设计
真空泵是利用各种方法在某一密闭空间中产生、改善和(或)维持真空的装置,按真空泵的工作原理,真空泵基本上可以分为两种类型,即气体传输泵和气体捕集泵。气体传输泵是一种能使气体不断的吸入和排出,借以达到抽气目的的真空泵;气体捕集泵是一种使气体分子被吸附或凝结在泵的内表面上,从而减小容器内的气体分子数目而达到抽气目的的真空泵。
喷油式螺杆真空泵为气体传输泵中的一种,我公司的喷油式螺杆真空泵机组主要由主机、电动机、油气分离器、冷却风扇组件/ 冷却水路系统和机组底座等零部件组成。机组启动时,主机转子旋转抽入气体,大量润滑油也被吸入主机内并与气体混合;之后油气混合物离开主机进入油气分离器,润滑油从气体中分离出来,分离后的润滑油被送入油冷却器进行冷却,而气体则被排出油气分离器;经过冷却后的润滑油流入油过滤器,重新进入主机。该机组整个运作流程如图1 所示。
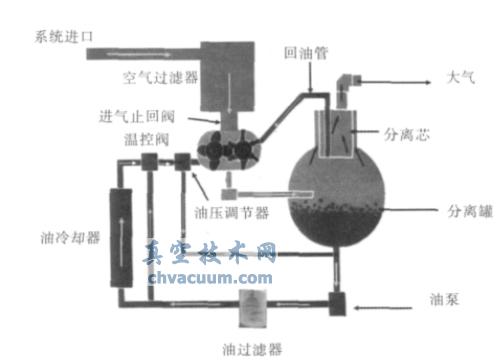
图1 系统示意图
在螺杆真空泵中,抽气调节系统是很重要的一个系统,为确保机组长时间运行的稳定性与经济节能性,我公司针对此螺杆真空泵研发了对应的真空控制系统,此控制系统主要分两个功能:气量调节功能、系统监控与保护功能,其具体的控制原理如下文所述。
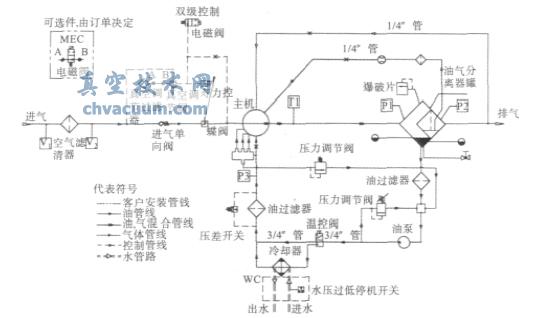
V1,V2—真空度测试点;P1,P2,P3—压力测试点;T1—温度测试点
图2 系统流程图
1、气量调节
真空机组的控制系统能根据抽气量调节主机所压缩的气体量,以减少功耗,抽气调节的范围是0~100%。控制系统包括:①真空压力调节器、②进气调节器、③节流子、④进气蝶阀、⑤真空机组,以下通过机组运行中的三种不同情况:起动、常规运行、容量调节来说明控制系统的功能,为方便起见,选用一台额定真空度为20 in.Hg(508×133 Pa)的真空机组,其控制原理对其他真空度的机组也适用。
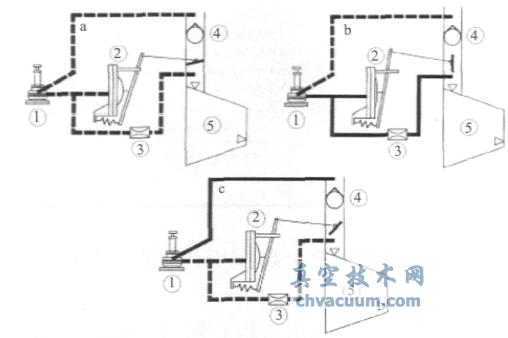
a. 起动;b. 常规运行;c.容量调节
图3 控制系统工作示意图
(a) 起动———0 至15 in.Hg (0~381×133 Pa)按下起动按钮后,机组开始运转,蝶阀下游的真空度迅速从0 升到15 in.Hg,随着系统真空度的上升,蝶阀逐渐开启,当真空度升到15 in.Hg 时,蝶阀全部打开,机组开始满负荷运转。
(b) 常规运行———15至20 in.Hg((381~508)×133Pa)系统真空度超过15 in.Hg 后,蝶阀全开,机组满负荷运转,此时可通过微电脑监控系统的真空度,在此状态下,真空压力调节器一直关闭,进气调节器也不动作。
(c) 容量调节———20至23in.Hg((508~584)×133Pa)若所需抽气量低于额定值,系统真空度将不断上升,超过20in.Hg 后,真空压力调节阀将逐渐打开,空气进入控制管线将环境压力信号送到进气调节器内,部分关闭进口蝶阀,让抽气量与气体压缩量相匹配,在控制系统监控下,系统真空度将保持在20 至23 in.Hg 之间。
(d) 双级控制———高于23in.Hg (584×133Pa)当机组配置“双级控制”功能时,在微电脑控制器的控制下,机组能在不需抽气时停机,当系统真空度下降时,又能自动开机,具体过程如下:当系统真空度升到23in.Hg 时,微电脑控制器发出信号,电磁阀断电,环境压力信号送入进气调节器,将蝶阀关闭,同时时间继电器开始计时,到预定时间后,机组停机;当系统真空度降到20in.Hg,机组又自动运转。
2、系统监控与保护
本机组中的空气滤清器,油过滤器和油气分离器等零部件由监控器进行监控,一旦出现堵塞,压差超过规定值,监控器将会发出相应的维护或报警信号,并通过控制面板上的指示灯显示出来,客户只需要根据指示进行相关维护即可。
本机组的油气分离器上装有爆破片,当油气分离器压力超过规定值后,爆破片将爆开进行泄压从而保护油气分离器继而保护整个机组。如图2 所示,螺杆真空泵控制系统具有完善可靠的监控及保护功能:
(1) 高压停机保护:当主机排气压力P1 超过设定值时,机组将报警停机;
(2) 高温停机保护:在排气温度T1 超过设定值时,机组将报警停机;
(3) 主机回油压力保护:当回油压力P3 低于设定值时,机组将报警停机。压力低于设定值时,不能维持整个机组润滑油的正常循环,将会导致主机缺油而引起各类故障使机组不能正常运行。
3、结束语
此真空泵控制系统已广泛应用于我公司生产的各类喷油式螺杆真空泵产品上,经过一系列的实际测试验证、现场应用表明:此设计富有极佳的真空度调节和稳定功能, 能实现自动0- 100%的进气调节;作为我公司专有真空泵控制技术,能够确保提供稳定无脉冲的真空,其真空度及抽气量能基本不受外界因素的影响,各项性能指标稳定可靠。同时此项控制技术也得到了广大终端客户的一致认可和赞扬,对于相关真空泵控制技术的进一步发展也有着积极的借鉴意义。
参考文献
[1] 王晓东,巴德纯,张世伟,等.真空技术[M]. 北京:冶金工业出版社,2006.
[2] 徐成海.真空低温技术与设备[M]. 北京:冶金工业出版社,2007.
[3] GB19956.1- 2005,容积真空泵性能测量方法第1 部分:体积流率(抽速)的测量[S].北京:中国标准出版社,2006.
[4] GB19956.2- 2005 容积真空泵性能测量方法第2 部分:极限压力的测量[S]. 北京:中国标准出版社,2006.