可吸附硬质合金刀片的真空吸盘
1、引言
生产实践中,对于硬质台金、不锈钢、有色金属等工件的平面磨削,由于其材料导磁性差,一般磁力吸盘吸不住,所以常采用真空吸盘吸附。用真空吸盘吸附的工件必须具备下述条件:一是工件平面要有较高的平直度,二是工件的面积要大于13cm2,否则真空吸附力将不敌磨削力。但可转位硬质台金刀片不具备上述条件:刀片毛坯两端面不平,不仅有毛刺且内凹:刀片面积较小,仅2.5cm2。
为解决上述问题,我们根据空气动力学原理,计算了一个磨削可转位硬质合金刀片用的真空吸盘,经实际使用效果良好。
2、真空吸盘装置的结构
图1所示为真空吸盘的总装示意图:真空吸盘2放在平面磨床的磁力吸盘1上,借助磁力将真空吸盘固定在机床上。真空吸盘与过滤器6连接,过滤器与真空泵12用橡胶管连接。开动真空泵后,真空泵通过橡胶管及过滤器将真空吸盘内的空气抽走,在真空吸盘内形成真空,外界大气压力将可转位硬质合金刀片3压紧在真空吸盘上。这时就可以开动平面磨床对可转位刀片进行磨削。由于刀片底面与真空吸盘盖板间有间隙,在磨削过程中产生的粉尘通过间隙被抽进过滤器6中,经过过滤器将气体中的粉尘滤掉后,使抽人真空泵的空气干净,否则硬度较高的粉尘进入真空泵,将使真空泵受到损坏甚至不能工作。
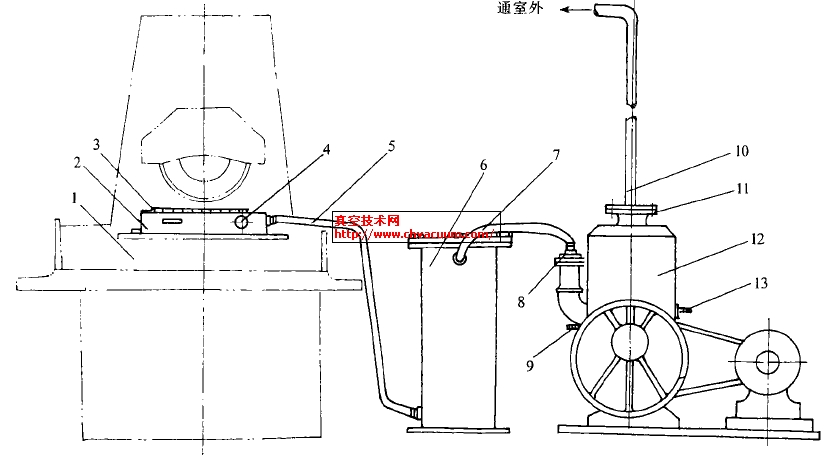
圈1 真空吸盘总装示意图
1.磁力吸盘 2.真空吸盘 3.硬质台台刀片 4.压力表 5.橡胶管 6.过滤器 7.橡胶管 8.管接头 9.冷却水进水 10.排气管 11.法兰盘 12.水净式真空泵 13.玲却水出水口
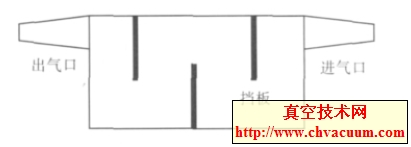
图2所示为真空吸盘的结构图:真空吸盘1与盖板2之间由橡胶密封圈9密封,用螺钉紧固。盖板上面用502号胶粘上一厚度为0.5mm的橡胶垫3,然后再在橡胶垫上冲孔与盖板上的孔相通(见侧视图)。开动真空泵后,空气从抽气口8抽走,吸盘内的真空度可从真空表5上读出.为了便于卸下工件,加工完毕推动进气阀6,使空气经过进气阀杆的小孔进入真空吸盘,这时吸盘内外压力相同,随即可卸下刀片。
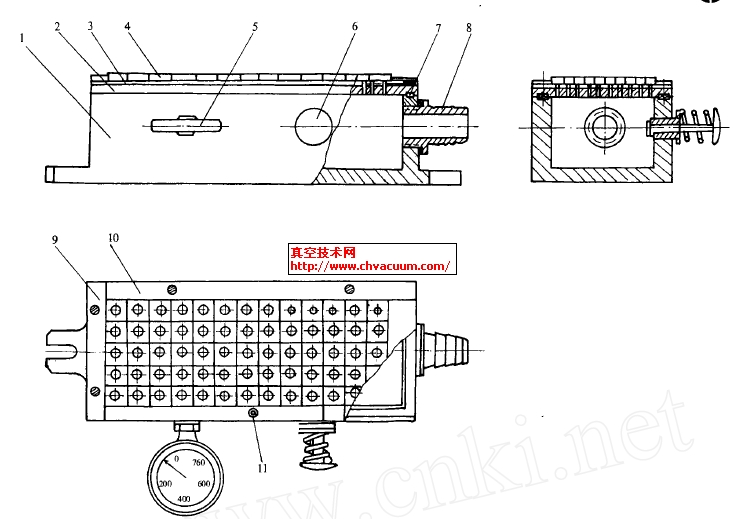
图2 真空吸盘示意圈
1.真空吸盘 2.盖板 3.橡腔垫 4.刀片 5.真空表 6.进气阀 7.密封圈 8.抽气口 9.纵向定位板 10.横向定位板 11.紧固螺钉
图2所示的是磨四角刀片的情况,刀片4中间有孔与盖板上相对应的孔相通。纵向定位板9与横向定位板10都是用来固定刀片,以便使每个刀片中间的孔与盖板上相应的孔相通,这样才能将每个刀片被吸在盖板上,以达到磨削刀片上端面的目的。图示的盖板可装夹80~100个刀片。盖板是可更换的,不同尺寸和形状的刀片必须使用与之相应的专用盖板,这样才能使每个刀片与盖板上的孔相通,以达到利用静压力及动压力来固定刀片的作用。
3、结语
利用真空吸附工件进行加工的工艺,早已在生产中有所应用,但是利用真空吸附原理来夹固面积较小而平直度不高的硬质台金刀片的工艺,尚未见报导.
真空吸盘固定刀片进行平面磨削的优点如下:
1)加工时工件的定位面与夹固面相重台,消除了固不重台而产生的加工误差。
2)真空吸盘可夹固任何材料,如硬质台金、陶瓷、不锈钢、黄铜等导磁性很差的材料。
3)真空吸盘固定刀片比粘结刀片磨削,可省去粘结工艺中的粘结、固化 清理等耗时的工序,提高了生产率,改善了劳动条件,降低了成本。
4)与磁力吸盘相比,不存在加工后的磁化问题。
目前这种工艺只适用于干磨,使进一步提高生产率受到限制。干磨时的硬质台金粉尘不仅对生产环境产生污染,而且对真空泵的寿命也会产生不利影响。这些问题还有待进一步研究和改进。