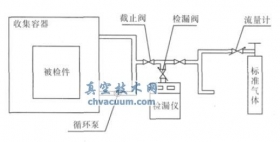
推荐基于莱宝检漏仪的航天器总漏率测试技术研究

为了控制并降低检漏仪的质量风险,增强检漏仪技术掌握,对现有进口检漏仪进行研究,研究并改进现有检漏方式,研制一种基于莱宝检漏仪的总漏率测试方法和测试系统。
-

如何有效的降低真空系统漏气率的措施
在真空系统的设计中,提高系统的密封性,降低系统的漏气率是我们一直追求的目标,经过对真空室内部结构、密封形式、密封件材质、静密封结构等方面的精心选择与设计,提高了真空系统的密封性能,加快了抽气速度,缩短
-
利用静态膨胀法真空装置和质谱计校准标准漏孔
本文介绍了利用静态膨胀法真空装置和残余气体四极质谱计校准标准漏孔的方法,通过实验验证了该方法的可行性,并给出了该装置测量范围(10-5~10-7)Pa.m3/s,装置的最佳校准能力小于3.0%(k=2)。
-
各种充压检漏法和最小可检漏率
真空检漏就是用适当的方法,迅速判断漏气、确定漏率是否在容许的范围之内,找出漏孔的位置、测定漏率大小,以便进行修补下面就充压检漏法的条件、现象、所用设备及其灵敏度进行了介绍。
-

卤素检漏仪的工作原理和性能测试方法
用含有卤素(氟、氯、溴、碘)的气体为示漏气体的检漏仪器称为卤素检漏仪,卤素检漏仪主要有固定式卤素检漏仪和便携式卤素检漏仪。本文介绍了卤素检漏仪的工作原理与结构及性能测试方法。
-
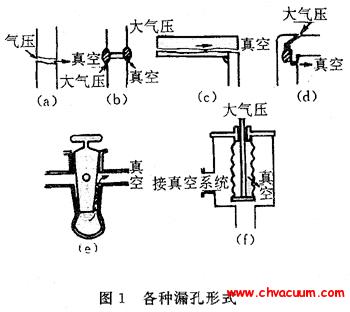
漏孔、漏率及其表征单位和气流特性
真空技术中所指的漏孔,由于尺寸微小、形状复杂、形式多样,无法用几何尺寸表示其大小。所以一般用等效流导或漏气速率表示漏孔的大小。系统的最大容许漏率要满足要求才能正常使用。
真空资讯





热点排行
- 1氦质谱检漏仪工作原理

氦质谱检漏技术是真空检漏领域里不可缺少的一种技术,用这种技术
- 2常见的四种氦质谱检漏法的检测原理、优缺点及检
本文详细介绍了真空法、正压法、真空压力法和背压法这四种氦质谱
- 3氦质谱检漏仪的分类与结构和工作原理

氮质谱检漏仪是用氦气为示漏气体的专门用于检漏的仪器,目前主要
- 4常用的几种氦质谱检漏方法

根据被检件的测量目的可以将氦质谱检漏方法分为两种类型,一种是
- 5大型容器的检漏技术

大容器检漏技术,国内外的方法有水泡法、火烛法、生物法、肥皂法
- 6气泡检漏法的原理和泄漏率计算

依据毛细管端气泡形成的基本理论, 探讨气泡检漏法的原理、泄漏率
- 7莱宝L200+型氦质谱检漏仪常见故障的分析与处理
针对L200+ 型氦质谱检漏仪在使用过程中出现的内部密封结构泄漏、
- 8用来表达氦泄漏率的单位
为什么用mbar · l/s 这个奇怪的单位来量化泄漏率?本文讲述了使
- 9差压法气密性检测工艺参数的确定
本文通过对差压法气密性检测工作原理、工艺参数进行分析,采用正
- 10卤素检漏仪的工作原理和性能测试方法
用含有卤素(氟、氯、溴、碘)的气体为示漏气体的检漏仪器称为卤素