扩散焊接技术在电真空领域的应用
扩散焊是制造电真空器件的关键工艺技术之一,具有连接精度高、接头强度高、可焊材料种类多等优点,在电真空器件领域应用前景广阔。本文简略的介绍了扩散焊接技术的特点、分类、连接材料以及它们在电真空领域的典型应用。
电真空器件是由数十种材料(其中包括金属材料和非金属材料)通过焊接方法连接成为结构非常复杂的构件。制造电真空器件通常采用的焊接方法有钎焊、弧焊、电阻焊、激光焊、电子束焊、扩散焊、冷压焊等。随着器件向毫米波方向发展,对零部件的连接精度、变形量等提出了更加苛刻的要求。扩散焊能连接绝大多数材料,其中包括以前被认为不能连接的金属和非金属,并使接头具有高可靠性,高静载强度和动载强度、热稳定性、真空密封性以及高的弹性,还可以实现精密焊接,保障焊接结构具有给定的几何参数、使用性能,因此扩散焊接在真空电子器件制造过程中应用前景广阔。
1、扩散焊
前苏联Kazakov于20世纪50年代中期提出扩散焊技术。主要包括固相扩散连接(Solid State Diffusion Bonding)、瞬间液相连接(Transient Liquid PhaseBonding,简称TLP)和部分瞬间液相连接(Partial Transient Liquid Phase Bonding,简称PTLP)。
1.1、固相扩散焊
固相扩散焊目前是扩散焊最常用的方法。固相扩散焊是依靠界面原子迁移的固态工艺过程,在一定时间、温度及压力下实现结合,待连接表面必须光滑(Ra<0.4μm)洁净,一般情况下扩散焊温度为(0.5~0.9)Tm(Tm为材料的熔点,异种材料连接时,Tm为低熔点材料的熔点)。部分连接接头由于材料的热膨胀不匹配及冶金不相容,很难实现直接扩散焊,通常采用中间层(或复合中间层)。固相扩散焊温度高、压力大、时间长(甚至达几小时),为克服上述问题,TLP近年来得到发展。
1.2、TLP
TLP是介于熔焊和压焊之间的一种焊接方法。TLP是用一种特殊成分、熔化温度较低的薄层中间层合金作为连接合金,放置在焊接面之间,施加小的压力或不施加压力,并在真空条件下加热到中间层合金熔化,液态的中间层合金润湿母材,在焊接面间形成均匀的液态薄膜,经过一定的保温时间,中间层合金与母材之间发生扩散,合金元素趋向于平衡,熔点升高达到扩散焊加热温度而进一步扩散,形成牢固的连接[3]。
2、扩散焊的特点
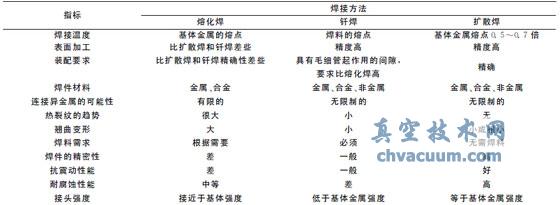
与熔化焊、钎焊相比,扩散焊具有的特点如表1所示。
表1 扩散焊的主要特点
6、结束语
随着电真空器件向高频段、小型化发展,以及新型高性能材料的不断应用,对零部件的连接性能提出了更高的技术要求,必将促进扩散焊技术在电真空器件领域的应用和发展。同时,扩散焊技术在不断研究新工艺方法,也必将为电真空器件采用新材料、新结构提高性能提供技术支撑。