振动时效技术在碟阀体中的应用(2)
2.3、时效效果的评判
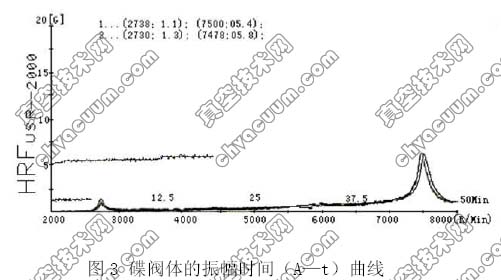
振动时效效果主要是指零件振动后残余应力消除、均化、抗变形能力的提高以及尺寸精度的稳定化程度。在生产现场常采用根据如图3 所示的振幅时间(A-t)曲线采用下列方法来快速判断振动时效效果:
(1)检测幅频曲线共振峰形状的变化,在幅频曲线上表现出共振峰由宽变窄;
(2)检侧共振频率发生的变化;
(3)检测振动过程中零件幅值及激振功率的变化,若保持激振能最不变,则振幅上升;若控制振幅值恒定.则激振功率降低。
若出现上述一种情况,在实践中就判定振动时效达到了预期的目的。
2.4、振动时效前后残余应力的检测
为了定量了解振动时效工艺效果,使用磁应力仪,检测了挖掘机平台等工件焊缝处振动时效前后的残余应力。
测量结果表明,工件在振动处理前,焊缝处残余应力集中现象较严重。在焊缝中心区域应力较高,最大剪切残余应力值约为54-67MPa,已经接近了许用安全剪切应力,为不安全的残余应力。在焊缝非中心区域应力较低,约为30- 50 MPa。经振动时效处理,焊缝处残余应力集中现象已消除,焊缝中心区域和非焊缝区域的应力值已相近,峰值残余应力已经从60 MPa 左右下降到25 MPa左右,下降率约为60%,远小于许用安全剪切应力。
2.5、振动时效时应注意的几个问题
(1)发生强迫共振:随着振动频率的升高,电机电流一直上升无下降趋势,这时即发生了强迫共振,这种现象一般是由被振工件的重量太小而刚性又太大所导致。
(2)找不到共振区:在扫频过程中发现随着频率的升高,电枢电流也缓慢增加,但是电流并不大,直到扫频结束加速度始终在增加并很小,这种现象一般都是由于工件的固有频率超出设备的控制频率范围。
对于发生以上情况,通过实验的方法可以解决。反复改变激振力和支撑点以及激振器的装卡位置;采用悬臂的方法(将工件一端固定,激振器装卡在另一端的方法),也可以采用组合振动法(将多个工件刚性连接在一起可以降低工件的固有频率)。
3、振动时效的工艺管理和经济效益
在生产实践中上,某公司是通过振动时效工艺曲线来检测振动时效效果的。每振动时效处理一个工件,都必须要有相应的振动时效工艺曲线,这个工艺曲线,要经过质量检验部门依据工艺部门制订的振动时效工艺卡的标准曲线进行验收,如果达不到验收标准,还要返工重振。验收合格后工件才能转到下一工序,有效地保证了振动时效工艺质量稳定可靠。
从2005年开始,公司累计振动时效处理了1500台蝶阀箱体类的焊接件,每台产品的焊接结构件平均质量约为0.5 吨,总计处理了约750 吨。公司购买了1 套振动时效设备,设备购置费为6万元,操作人员1人,4年累计工资额为8万元,振动时效设备每天耗电量为16 度,每度电按照0.8 元计,4 年累计使用电费为0.6 万元。4 年累计振动时效的总费用为14.6 万元。
如果使用热时效,需要购买热时效炉,因为环境污染问题,不能使用燃煤热时效,只能使用电炉热时效。按照公司的产量,需要购买2 台100kW的电炉,设备投资约30 万元,电炉的用电量很大,其综合热时效成本为500 元/吨,处理750 吨工件,需要37.5 万元。4 年累计热时效的总费用需要75.5 万元。与热时效相比,振动时效可以节省60万元的时效费用,此外,采用振动时效后与热时效相比所节省的大量工时尚未计算在内,由此可见应用振动时效技术的经济效益是相当显著的。






















