高真空阀门漏率和升压率的区别(3)
5 、漏放率与升压率的比较
依据表1 和表2 内的参数可以把漏放率转化为每小时漏放率使阀门压力升高的值(见表3 和3) ,可以理解为经过1 h 由于漏放率使阀门内部压力升高的压力。
表3 漏放率使阀门压力上升值

图3 表明,漏放气对阀门压力升高的影响是不一样的,对小阀门的影响大于对大阀门的影响,即随着阀门容积的增大,其压力升高的梯度却相应地缩小。这亦从图1 和图2 中各参数变化曲线的不同得以显现,影响漏放气增量的焊缝和密封圈等几何尺寸增长小于阀门容积的增幅,亦即,随着阀门通径的依次递增,虽然阀体内单位时间漏放的气体量增大了,但其增长的速度远不及阀门容积的增加速度,换言之,大容积阀门单位时间单位容积的漏放率比小容积的小。这一结果不难理解,因为大容积阀门虽然单位时间内漏入和放出的气体量比小容积的气体量大,但大容积阀门内的气体比小容积阀门内的气体占据更大的空间,使得大容积阀门单位时间单位容积内获得的气体量反而减少了,即单位容积的漏放率降低了,亦即升压率降低了。这一结论在长期的装配检测实践中已经得到很好的印证:大容积设备的升压率比小容积的好做。同时,实践中用氦质谱检漏法难以检出漏点的小容积设备若不采取诸如加热烘烤等有效手段,升压率就难以达到指标要求。
我国有关真空设备国家标准中对升压率指标统一规定为0. 8 Pa/ h ,我公司企业标准为0. 67 Pa/ h ,内控指标为0. 5 Pa/ h 。这种不视设备具体情况,将升压率笼统定为一个定值的做法,从理论上和实践中都存在较大的偏差和片面性。
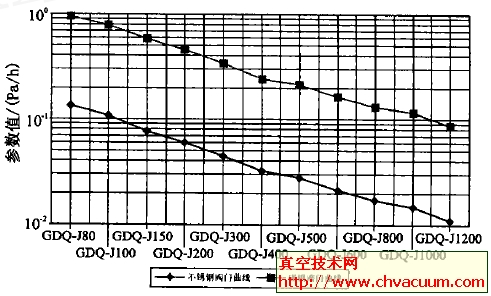
图3 表3 的变化曲线
6、结论
用固定统一的升压率指标来衡量任意设备的密封性有其局限性:不同系列设备的升压率是不一样的;即使同一系列的设备内,其值也不尽相同。所以应该具体问题具体分析,在实践中以理论为指导探索出适合设备工艺要求的升压率指标。以上观点是否正确请业内同行指正。
本文得到航天科技集团公司五院兰州510 所刘玉魁老师的指导,在此表示感谢。