关于分子泵在荧光灯园排车上应用问题的讨论(4)
在“彩色显像管园排车”中使用分子泵时,Leybold公司在每部小车的系统中加了“碎片收集阱”。在排气时,因为抽真空或烘烤升温的原因,个别显像管玻壳会因产生巨大的应力而发生爆炸。(规定:一部“排气小车”在生产中发生5 只显像管爆炸后,这部“排气小车”就将被调离生产线。打开“阱”上法兰,很方便地取出玻璃碎片)。Leybold 公司的第2个防护措施是,在“碎片收集阱”到分子泵泵口之间的管道上加了一块由特殊材料(专利产品)制成的“保护膜片”(这种“膜片”只透气、不透光,且有足夠的强度,任何固态微粒都无法穿透 )。由于彩色显像管排气管的流导很小,他们选用的分子泵抽速仅为50L/s,由于彩色显像管排气过程中不采用气体冲洗工序,整个排气周期长约一小时,所以,既便加了大大降低有效抽速的“保护膜片”,对排气影响也不大。然而,由于系统排气口与显像管排气管之间仍采用类似“荧光灯园排车”的橡皮头密封方式(这是“彩色显像管园排车”“排气小车”的“短板”),采用分子泵的“彩色显像管排气小车”的极限真空度也在5×10-4 Pa上下。总压强虽没提高,但气体成份却有很大改变(管内残余气体主要是对显像管阴极有益的H2。H2 却是对荧光灯最不好的气体成分,它会导致灯的启跳性能变差、光效变低等等)。
荧光灯是低附加值的产品,讲究在严格控制生产成本和在保证质量前提下的高速生产-----这是企业的生命线!经过国内外从事这一行业生产技术人员数十年的共同努力,确定下来的“荧光灯园排车”的结构核心(动密封的中心盘),是实践证明完全可以生产出符合要求的产品的(可以对照philips、0srm 和日本等知名公司和先进国家生产荧光灯的设备,在“荧光灯园排车”结构和配泵上应该没有什么很大的不同。如果说真要找到差别的话,那就是在设备的维护保养、部件加工精度和排气工艺上有些差距)。
4、提高园排车排气的荧光灯真空质量的有效途径
在灯管的制造过程中,玻管的烘烤除气和阴极的分解激活时,都会放出大量气体,如:H2、H2O、CO2、CO、N2和碳氢化合物。涂有荧光粉的玻壳在烘烤除气时,不仅玻壁会释放出大量的气体,而且荧光粉中的硝棉的分解放气更为严重;在阴极上涂覆的碱土金属碳酸盐中也含有硝棉粘结剂,当灯丝加热时,硝棉会分解放气,同时,碳酸盐受热分解成碱土金属氧化物时,随之也会释放出大量的CO2和CO,所以,在灯管排气工序中,产生出的大量杂质气体,会使管内压力明显升高(即所谓“有载”)。
灯管内的气体要抽除,或欲使杂质气体减少到最低的数值,当然可以采用高效率的抽气系统、长时间的烘烤除气、细致的阴极分解、注入高纯的汞液和氩气等来实现,但从生产成本和效率而言是不允许的,而且灯管的排气管内径非常细小,用常规抽气是不合适的,需要花费很长的时间。荧光灯内的气体从大气压抽至1 托(133Pa)只需10~15 秒钟,而再从1 托(133Pa)继续抽至0.1 托(13Pa),则需要1 分钟时间(计算方法,可参见我以前写的有关资料),这样生产周期长,产量低。
现代的生产工艺都是用“氩气冲洗-抽气”方法来抽除管内大量的气体,从而,大大缩短了抽气时间,提高了生产效率。
通常典型的“立式园排车”每小时可生产1 千支灯管,最先进的“卧式排气车”每小时可生产4500 支灯管(仪征“飞新公司”有台“卧式排气车”是合资方:飞利浦公司提供的)。
“卧式排气车”产能如此之大,关键是它在结构上便于采用多次氩气冲洗-抽气”工艺(甚至,边充Ar、边抽气)耒快速降低灯内杂气含量。
下面介绍提高园排车排气的荧光灯真空质量的几条有效途径:
①加强现有园排车的设备管理,充分挖掘应有潜力:
我们研制的“园排车真空状态在线检测系统”几年耒已先后在十几家工厂得到生产应用。用户一致反映:这一“检测系统”对实时地在线检测生产中园排车的真空(含冲冼)质量和判断园排车的工作状态是很直、很灵敏的,作用是无可替代的,结束了过去单靠经验判断的历史。从而,大大缩短了寻找园排车故障原因的时间。
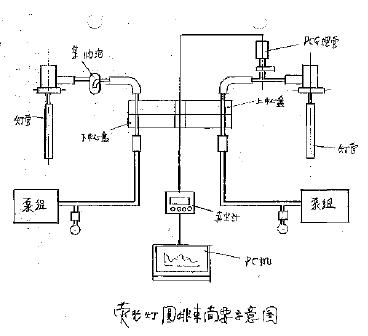
由于园排车的各套真空泵组和较粗直径的真空管道是固定在中心盘之下的。通常一台园排车要装3~6 只“电阻真空规”(Pirani 规),它们测得的真空度(由于接近泵口)远好于灯内的实际真空度,不能真实地反映园排车的真空质量。我们开发的“园排车真空曲线在线检测系统”是将 PCG410 规【一种压强读数与被测气体种类无关的复合压力传感器(Pirani-Capacitive diaphragm Gauge)】接在中心盘之上、最靠近灯管排气管的“油捕集器”处。
它不仅可以测得最能反映灯内真空状态的变化;而且,还可以指示出各道Ar 冲洗压力值的高低【这也是很重要的】;还能发现中心盘的密封情况(安装位置如下图所示)。
“飞利浦(中国)投资有限公司”【Philips (China) Investment Co., Ltd.】在贴牌收购我国荧光灯厂家的灯管时,据说,有一项针对园排车的考核标准:用我们这套“园排车真空状态在线检测系统”测量,43 工位的真空度(不带灯时)P≤6.3Pa;(带灯时)P≤10Pa才认为是合格的。
我们研制的这套系统,几年耒,在十几家工厂对几百部园排车进行着周期性的巡回检测(各厂根据自身的具体情况,选定周期的长短。短的,每周一次;长的,每月一次)。从我们到各厂移交这套系统时测得的曲线看,所见到最好水平的曲线是:某厂某部园排车“精抽”(43 工位)的空载(不带灯管)最终真空度为1.8 Pa;有载(带灯管时)的最终真空度为4Pa!它不仅测得的“精抽真空度”高;而且,在园排车转动(移位时)过程中曲线連续、光滑;各Ar 冲洗压力均达到设定值(2×104Pa )(基本接近目前这种结构的园排车所能达到的最高水平)。据厂方介绍,经该部园排车做出的灯管质量很好(当然,还有其他工序的配合)。而我们在有些工厂测得的某些园排车的真空曲线就不很理想了,能看出很多问题。【具体有哪些问题?这里就不赘述了】。这说明:循着本文式(1)中所提供的方向,加强现有园排车的设备管理,充分挖掘应有潜力,用目前通用的园排车是完全可以生产出优质的灯管来的。
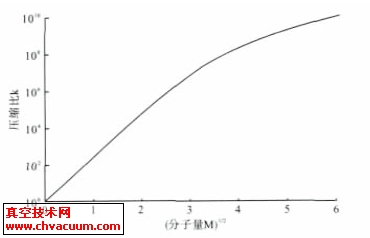
②充分用好“Ar冲洗法”降低灯内杂气分压强是提高真空质量的又一有效方法:一些电光源器件,为加速排气过程,往往采取“Ar 冲洗法”来降低杂气分压强。真空技术网前文己提过,对于细而长的排气管,其中气压越高,它的流导越大。
若用PO表示冲洗前灯内本底压强, 用P2”表示 充Ar 压强,再将 Ar 排出后的压强用P2’表示,经n 次冲洗后,灯内的杂气分压强(Pn)可用下式表示:
例如,早期直管型荧光灯用圆排车排气时采用Ar冲洗三次, 冲洗前灯内本底Po=2×10 -1托, 充Ar压力 P2”=10托,P2’=2.5×10-1托,按上式便可求出理论上的灯内杂气分压强Pn值:Pn=3.1×10 -6 托。若该灯的填充气体(Ar、Ar-Kr 或Ar-Ne)压力为3.1 托,则该灯的理论杂气含量仅占1ppm!