离心泵叶轮抗汽蚀优化设计(2)
显然增加K0 可以减小V0,从而减小NPSHr,改进泵的抗汽蚀性能。但K0 取的过大,液流在进口处的扩散严重,破坏了流动平顺和稳定性,形成旋涡使水力效率下降。另一方面,Dj 增大,口环内径变大,口环的泄漏因泄漏过流面积增加而增大,使泵的容积效率下降。K0一般按下述原则选取:
对要求具有高抗汽蚀性能的叶轮,取K0=4.5~5.5;
对兼顾抗汽蚀性能和效率的叶轮,取K0=4.0~4.5;
对于主要考虑提高效率的叶轮,取K0=3.5~4.0;
对本设计而言,取k0=5.5。

选取叶轮进口直径:Dj=D0=538mm.
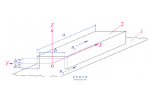
3.3.2、改善吸入性能—改变叶片的进口角
叶片进口角,通常都大于进口相对液流角,即β1>β1′正冲角△β=β1-β1′。冲角值通常为△β=(3~10)°,个别情况大到15°。采用正冲角能提高抗汽蚀性能,而且对效率影响不大,其理由如下:(1)增大了叶片进口角β1,从而可以减小叶片的弯曲,增大叶片进口过流面积,减小叶片的排挤。这些因素都减小υ0 和W0,提高泵的抗汽蚀性能。(2)采用正冲角,在设计流量下,液体在叶片进口背面产生脱流。因为背面是叶片间流道的低压侧,该脱流引起的旋涡不易向高压侧扩散,因而旋涡被控制在局部,对汽蚀的影响较小。反之,负冲角时液体在叶片工作面产生旋涡,该旋涡易于向低压侧扩散,对汽蚀的影响较大。在正冲角时,压降系数λ 在很大正冲角范围内变化不大,在负冲角时,λ 急剧上升。本次改造中适当增大了叶片进口角,使△β=12°。(3)泵的流量增加时,β1增大,采用正冲角可以避免泵在大流量下运转时出现负冲角。
3.3.3、改变叶轮的制造工艺和叶片的材料
采用焊接式叶轮,叶片、轮毂、盖板皆分开制造后焊接成整体。叶片选用σs,σb 都较高的瑞典牌号3RE60 双相不锈钢制造。叶轮盖板及轮毂均采用18-8。3RE60 为瑞典Sandvik 厂60 年代初期开发的著名的耐应力腐蚀的双相不锈钢。这种Cr18 型的双相不锈钢是目前合金元素含量最低,可焊性良好的耐应力腐蚀钢种。它在氯化物介质中的耐孔蚀性能同317L 相当,耐中性氯化应力腐蚀性能显著优于普通18-8 型奥氏体不锈钢,用于承受较低应力(≤σs)和较低浓度氯化物条件下的设备和部件,尤其耐以孔蚀为起源的应力腐蚀效果显著,它有较好的强度一韧性综合性能、冷热加工工艺性能及焊接性能,适用作结构材料。其机械性能如下:
σb≥700Mpa,σ0.2≥450Mpa,δ5≥30% ,ψ≥60,AK/J≥150J,HRC≥26。
此种制造方法与铸造叶轮相比有以下几点优越性:①由于叶片材质3RE60 的σs与σb都高,加上超低碳的抗蚀性能好,使得抗汽蚀能力明显增加。②叶片是锻材,保证比较高的锻造比,材料致密,晶粒细化,抗汽蚀性能优于铸造叶片。③在叶轮制造过程中,由于叶片处于敞开状态,可以对叶片进行整修,使得叶片光洁,解决了铸造叶片打磨困难,表面粗糙的问题,从而提高叶轮的抗汽蚀能力。④叶轮分开制造,叶片可以采用优良的材质,而叶轮盖板及轮毂可采用次之的材质,大大降低了叶轮的制造成本。
4、抗汽蚀优化设计改造后使用效果
通过选择适当的叶轮折引直径,改变叶轮入口角度来改善泵的吸入性能及改变叶轮的制造工艺和选择抗汽蚀性能好的双相不锈钢,较好解决了循环水泵叶轮汽蚀问题,新叶轮经车间使用后反映,运行平稳,噪声振动明显下降。而且改造后叶轮叶片的焊接性能好,可以对汽蚀缺陷进行修补后使用,大大提高叶轮使用寿命及节省检修时间及成本。为乙烯公司公用工程的安全运行创造了条件,取得明显的经济效益。
参考文献:
1、余国琮,孙启才,朱企新. 化工机器. 天津:天津大学出版社,1992
2、关醒凡. 现代泵技术手册. 北京:北京宇航出版社,1995