辐照交联乙烯-四氟乙烯绝缘航空线制备与性能表征
利用开发的四种X-ETFE绝缘料进行制备航空线试验,观察绝缘料的可加工性能,对航空线进行一系列剂量的辐照交联加工;对加工制备完成的X-ETFE航空线进行力学性能与交联度验证测试,以满足MIL-W-22759和GJB773A—2000要求。
引言
在航空航天用电线电缆中,辐照交联电线有交联聚氯乙烯绝缘电线、辐照交联乙烯-四氟乙烯共聚物(X-ETFE)绝缘电线等,其中X-ETFE绝缘电线正是当今航空用电线中的两种主要线种之一。X-ETFE绝缘电线采用特殊的X-ETFE绝缘料,挤包成电线后,经电子束辐照而交联;X-ETFE除保持ETFE原有特性外,其温度等级提高到200℃。该电线一般采用薄壁绝缘结构,如单层绝缘电线的绝缘厚度为0.15mm,故在相同载流量要求下,电线重量轻,这一点对航空航天飞行器来说是非常重要的,所以自上世纪70年代以来,这一线种一直深受航空航天业的青睐,目前无论是军用还是民用航空航天飞行器都大量使用这种电线。
上海电缆研究所采用国产设备及原材料研发X-ETFE绝缘料,并制备出X-ETFE绝缘航空电线,经过一系列性能测试后,所制备的X-ETFE绝缘航空线满足相关标准要求。
1、航空线制备
1.1、原材料
上海电缆研究所自制四种X-ETFE绝缘料,分别为采用进口国外公司ETFE树脂的1#与2#绝缘料,采用国内公司ETFE树脂的3#与4#绝缘料。导体为20AWG线规镀锡铜绞合导体。
1.2、生产设备
具体航空线生产在上海特缆电工科技有限公司完成。氟塑料挤出采用35单螺杆高温串挤设备。电子加速辐照器2.5MeV。
1.3、生产过程
绝缘料在60~70℃下烘2~3h;制备标准MIL-W-22759/32;挤出机温度220~330℃;配模工艺,内模1.5/3.3mm、外模4.5mm;收线速度不超过20m/min;火花电压5.7kV;成品外径1.270±0.05mm。
航空线试制过程中,1#与2#绝缘料过程顺利,成品线径控制较为稳定,无击穿现象,且电线表面光滑、无缺陷,表观质量优良。
3#与4#绝缘料生产过程中成品线径误差较大,经过工艺调整后情况未能有明显好转,但线径仍然在标准要求的范围内。电线表面光滑,有少量的杂质出现,出现少量击穿现象,国产原料性能和质量稳定性不佳导致以上问题的出现。
针对试制样线,为摸索出适合的辐照剂量,设定了7档辐照剂量分别为4、6、8、10、12、14、16Mrad。
2、航空线性能表征
X-ETFE绝缘航空线的主要标准为MIL-W-22759和GJB773A—2000。在相应的标准中,对XETFE绝缘电线提出了很高的要求,制定了多项试
验测试,这些试验包括机械、电气、浸油、高低温度测试等。根据项目组多年的研究与测试经验,其中大部分试验项目,对X-ETFE绝缘电线来说是没有太大问题的,用ETFE基体树脂作绝缘都能达到要求,但是其中有两项试验是很难达到的,即交联度验证测试和机械性能测试,这两项测试均与绝缘材料的交联度有关。
2.1、交联度验证试验
由于氟塑料的特殊性,X-ETFE很难像交联聚烯烃那样测凝胶含量或热延伸来确定其交联度,所以采取了交联度验证测试来确定其交联度,具体试验方法如下:把60cm长的航空线试样两端各剥去2.5cm绝缘,两端导体上挂上规定重量,然后把试样悬挂在规定直径的试棒上(如图1所示),在300℃环境下放置7h,冷却后将试样挂重去除,并在规定的试棒上对试样进行正反各两次的卷绕试验,肉眼观察有无开裂现象;然后将试样放入5%的盐水中浸泡5h后,要求通过2500V、5min的耐压试验,因为当ETFE未交联时,其熔点在270℃左右,而现在要经过300℃、7h时的高温压力下试验,所以只有交联度达到相当程度,才能通过。
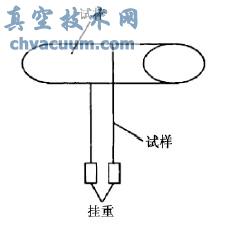
图1 交联度试验示意图
2.2、机械性能试验
航空线试样剥去外层绝缘,对绝缘进行力学性能测试。测试环境温度为20℃±5℃,拉伸速率为50mm/min。
X-ETFE绝缘的力学性能,标准规定了相当高的要求。抗拉强度必须大于35MPa,交联后绝缘的断裂伸长率会下降,国外X-ETFE绝缘电线的断裂伸长率指标定为不低于75%,对此类产品来说,这是非常高的要求,但作为高性能的航空航天用产品,这也是必要的。
3、结果与讨论
3.1、交联度验证试验
根据相关标准要求和前期实验总结,对本次试验的航空线主要进行了交联度验证试验,评估材料耐热性能的高低。为了保证试验的准确性,每种航空线取两根试样进行交联度验证试验,试验结果如表1所示。
表1 交联度验证试验结果

由表1可以看出,随着辐照剂量的提高,各批次航空线的交联度也随之提高,最后均能通过交联度验证试验。
1#与2#绝缘料随着辐照剂量的提高,耐压试验过程中的耐压程度也是逐渐提高,在辐照剂量4Mrad时,耐压试验中电压稍有提高便立刻击穿;当辐照剂量提高到10Mrad时,耐压试验已经能在电压2.5kV条件下保持90s,说明绝缘料内部的交联度有了显著的提高。当辐照剂量提高到12Mrad及以上时,已经能够完全通过交联度验证试验。相比于1#与2#绝缘料,3#与4#绝缘料在相同的辐照剂量下,交联程度明显不足,这两种绝缘料制备的航空线在16Mrad辐照剂量下才能完全通过交联度验证,高于1#与2#的12Mrad辐照剂量。X-ETFE绝缘料在高能电子的辐照下,氟塑料在交联剂的作用下产生各种自由基,通过自由基的相互结合而形成新的连接键,形成空间网状的三维立体结构,其材料性能发生相应的变化:从可熔融变为不熔,耐高温性能及高温下的强度有明显的提高;分子间形成新的连接键,阻止了分子的相对滑移,刚性增加,蠕变行为减小;耐应力开裂性能有所提高。
X-ETFE绝缘料熔点在255~275℃之间,辐照加工后绝缘料耐热性能有了显著的提高,所以能够满足高于材料熔点温度之上的性能测试(如交联度验证测试,温度要求为300℃),且辐照剂量越高则交联度越高,交联度越高则材料的耐热性能越好。从测试中也可以体现出,随着辐照剂量的提高,四种航空线的耐热性能均显著提高,交联度验证测试均能够通过。
3.2、机械性能
在交联度验证试验通过的基础上,机械性能尤其是断裂伸长率满足标准要求尤为重要,因为交联度提高的前提下绝缘的断裂伸长率肯定会有显著的下降,同时要满足交联度和断裂伸长率这两方面矛盾的性能要求,对绝缘材料有着较高的要求。机械性能结果如表2所示。
表2 机械性能结果

由表2可以看出,随着辐照剂量的提高,四种绝缘料的抗拉强度有小幅度的提高,但是断裂伸长率有显著的下降,交联程度的提高导致分子链之间的滑动难度增大,降低了伸长率。
对于1#、2#绝缘料来说,当满足交联度验证时辐照剂量为12Mrad,其抗拉强度与断裂伸长率分别为39.20MPa、175%与38.80MPa与160%,均满足标准要求的强度大于35MPa和伸长率大于75%;但是当辐照剂量提高到16Mrad时,伸长率下降到只有105%和90%,虽然仍满足标准要求,但为了满足其他性能的要求,辐照剂量还是不宜过高。
对于3#、4#绝缘料来说,当满足交联度验证时辐照剂量为16Mrad,其抗拉强度与断裂伸长率分别为45.60MPa、75%与48.00MPa、70%,断裂伸长率已经不能满足标准要求了,说明在交联度达到要求的情况下,其内部分子链的滑动已经相当困难,不能满足伸长率的要求。
辐照加工在提高了材料耐热性能的条件下,也阻止了分子的相对滑移,刚性增加,蠕变行为减小,宏观上的体现便是材料断裂伸长率的显著降低,为了满足相关标准对机械性能的要求,辐照剂量必须控制在一定的范围之内,以满足耐热性能和机械性能这两个相互矛盾的性能要求。
4、结论
(1)四种绝缘料制备的航空线的可加工性能均较优良,可以在较宽泛的加工窗口下生产航空线,且产品的表观性能较好。
(2)进口ETFE树脂制备的X-ETFE绝缘料可加工性能优良,制成的航空线表观质量与性能优良。
(3)国产ETFE树脂制备的X-ETFE绝缘料可加工性能良好,制备的航空线表观质量较好,性能方面交联度验证测试能够通过,但是力学性能勉强符合标准要求,需要进一步提升与改进。
(4)本项目研制生产的辐照交联乙烯-四氟乙烯共聚物绝缘料性能优良,经过制线并辐照加工后,可以满足航空线标准MIL-W-22759和GJB773A—2000的性能要求。






