H22Ⅲ-165/320型压缩机连杆瓦失效的原因与对策(2)
3.4、曲柄销误差
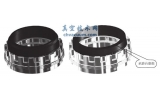
曲柄销的圆度、圆柱度、轴线直线度、圆跳动等形位误差超标或者表面粗糙度过大,将带来诸多问题。曲柄销的形位误差引起轴承间隙不均,运行中的油膜压力也会呈周期性变化,油膜不稳定甚至破裂。曲柄销表面粗糙度过大,其值超过最小油膜厚度,曲柄销与轴瓦也会发生半干摩擦。半干摩擦将引起轴承间隙加大,间隙加大又引起最小油膜厚度变小,容易发生干摩擦,曲柄销受力侧的磨损加快,表面粗糙度增大。磨损严重的曲柄销外圆面形成局部“凹凸点”,若局部高点超过最小油膜厚度,将周期性地对轴瓦合金产生很大的冲击作用,降低合金的疲劳极限,引起合金快速裂纹、脱落。合金大面积脱落甚至全部脱落后,油膜全部破坏,冲击加剧,曲柄销与轴瓦钢壳直接摩擦,两者剧烈磨损且连杆大头与曲柄销严重超温。因此,曲柄销误差加快了轴瓦磨损或脱壳,轴瓦磨损或脱壳又加剧了两者的磨损。A公司5台H22Ⅲ-165/320型压缩机共发生过31次巴氏合金大面积脱落、熔化事故,均导致了曲柄销圆度、圆柱度误差超标, 其中曲柄销表面严重损坏的占87% ,并有22次连杆大头严重变形。
3.5、连杆误差与刚性
连杆体大、小头孔轴线直线度、圆跳动等误大或表面精度低,引起轴瓦外圆面与连杆体内圆面接触面积小,轴瓦在运行时散热慢,易引起轴瓦温度升高,润滑油性能降低。连杆体大、小头孔圆柱面的局部高点易引起轴瓦在运行过程中受力变形,形成局部应力集中,降低合金的疲劳强度,尤其是小头瓦铜套,变形后铜套在连杆中的过盈量消失,铜套松动,不但散热效果差,而且松动的铜
套将失去铜套对连杆的定位作用,连杆在运行中易轴向窜动,引起大头瓦油膜破裂,当连杆大、小头轴向窜动位移不一致时,轴瓦快速偏磨失效。连杆大、小头内孔的轴心线平行度误差过大,产生轴向附加力,也使轴瓦偏磨。连杆大头刚性差易引起运行时大头孔变成椭圆,使连杆大头轴承内孔垂直于连杆轴线处的半径变小,接近曲轴轴颈的半径,轴承的圆弧紧密地贴近曲轴轴颈,相当于减少了轴瓦与曲柄销的间隙,形成两个最小的油膜区即两个高的油膜压力区,导致润滑油流量降低、温度上升。A公司H22Ⅲ - 165 /320 型压缩机的连杆大头瓦松动8次(其中3次是由于连杆体内孔形位误差等超标引起) ,小瓦头松动10 次(其中5次是由于连杆体内孔形位误差超标引起,5次是由于失去对连杆定位作用导致小头瓦快速磨损、超温熔化所致) 。
3.6、安装质量
3.6.1、轴瓦间隙过大或过小
轴瓦与曲柄销或十字头销的间隙过大,润滑油最小油膜厚度过小,轴承易出现半干摩擦或干摩擦现象。轴承间隙过小,油的压力过大,轴承负荷增大,降低轴承合金的疲劳寿命,且润滑油流量小,散热慢,轴承温度升高,润滑性能降低,也会加大摩擦副的磨损。
3.6.2、轴瓦在连杆体内的过盈量过大或过小
轴瓦在连杆体内的过盈量过大,导致轴瓦变形大,尤其是连杆大头瓦,对耐磨合金层产生较大的剪切与挤压应力,抗疲劳强度下降,易裂纹或脱落。反之,轴瓦易松动。因为压缩机运行时轴瓦受油压与摩擦阻力等交变载荷的作用,使连杆产生微量变形,导致轴瓦瓦背与连杆体之间产生微动磨损,此微动磨损引起过盈消失,而定位销所能承受的载荷很小,容易断裂,定位销断裂后轴瓦失去定位便发生转动或轴向移动。A 公司H22Ⅲ-165/320型压缩机连杆小头瓦松动10次,其中有6次是由于连杆瓦在连杆体内的过盈量偏小所致。
3.6.3、轴承间隙不均匀
由于轴瓦修刮过于粗糙,轴承间隙不均,润滑油油膜压力沿轴向变化过大,油膜不稳定,且轴局部高点与曲柄销直接接触冲击,耐磨合金疲劳强度下降。
4、连杆瓦失效对策
4.1、提高诊断水平,及时更换轴瓦
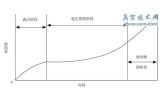
A公司的5台H22Ⅲ - 165 /320型压缩机连杆瓦的失效形式以合金裂纹、脱落、间隙超标为主,主要原因是轴瓦合金疲劳与磨损。合金局部脱落或轻微烧瓦一般不会很快损坏曲柄销,从合金开始脱落到烧瓦严重通常需要数小时或更长时间关键要在合金大面积脱落之前及时停车修复,这样,不至于损坏曲柄销。由于连杆瓦不便安装测温仪器,只有主轴瓦有测温点,并且连杆瓦局部脱落不会引起温度明显上升,如果待连杆瓦温度升高以后热量传至主轴瓦,由主轴瓦的温度显示再判断是否是连杆瓦烧瓦引起为时已晚,因为热量从连杆瓦传到主轴瓦需要较长时间,此时,连杆瓦的合金也许已经全部脱落,曲柄销也已严重磨损。因此,有必要提高监测水平,在合金局部脱落时就要及时停车更换轴瓦,预防曲柄销损坏。(1)加强停车检查。尤其在轴瓦换新运行的一段时间内或者轴瓦运行时间较长以后需要加大检查的力度,拆开曲轴箱盖检查曲轴箱内是否有巴氏合金,若发现有巴氏合金,则说明连杆瓦有合金脱落现象,应及时更换轴瓦。(2)加强状态监测和故障诊断。操作人员认真巡回检查,每小时检查曲轴箱一次,可以利用听棒听诊曲轴箱声音的变化,或用手感判断或用测振仪测量曲轴箱振动的变化,若声音或振动加大,则有可能是轴瓦间隙变大或者是轴瓦合金脱落。因为轴瓦间隙变大,轴承油膜厚度变薄,轴瓦合金脱落,轴承油膜破坏,都会引起曲柄销与轴瓦的冲击力明显增大,曲轴箱的声音和振动也将明显增大。
4.2、及时高质量修复曲柄销
曲柄销的形位误差与表面粗糙度对连杆大头轴瓦使用寿命具有重要影响,一旦发现曲柄销磨损超标,就应及时高质量修复,尤其在新换轴瓦后使用时间较短就有合金脱落的现象,很有可能是由于曲柄销误差过大引起。曲柄销的修复可以采用机械加工和手工现场修复的方法。采用机械加工的方法需要将主轴拆下,送至有加工能力的企业进行机械加工,因此,拆装主轴、运输、准备加工的时间可能较长,加工费用高,但加工质量易保证。手工现场修复曲柄销,一般需要制作不同公差范围的粗研、半精研、精研胎具并进行耐心细致的修理才能达到较好的修复效果,因此修复难度大,技术要求高,需要有高技能工人,且磨损量越大,修复的工作量也越大,但费用相对较低。在曲柄销磨损较小时选择手工现场修复,否则选用机械加工的方法修复。
4.3、严格控制备件质量
4.3.1、控制备件进货渠道
深入考察供应商的技术水平、生产工艺、质保证与控制体系,详细记录、跟踪各供应商所供备件的质量,广泛、择优选择供应商,与优质、高效、信用良好的供应商建立长期合作伙伴关系,严格控制备件进货渠道。
4. 3. 2、严把备件质量检验关
对轴瓦、连杆等备件严格执行入厂检验制度,严把备件质量检验关,禁止使用不合格备件。主要检查:轴瓦耐磨合金是否有裂纹、划伤、气孔、夹杂等超标缺陷,对于大头轴瓦,更要重视巴氏合金层与钢壳结合是否牢固;通过测量大、小头瓦多个部位的厚度差来间接检测其内外圆柱面的同轴度误差,最大厚度差不超过0. 03mm为合格;抽检轴瓦合金材质和硬度,使之符合国家有关标准;严格检查连杆体大小头孔轴心线的平行度及圆度、圆柱度、圆跳动、表面精度误差等。