法兰环缝局部真空电子束焊接技术研究(2)
我国在 “东方红三号” 卫星燃料贮箱的研制中使用了一台直线型局部真空电子束焊机。目前我国航天工业中战略、 战术导弹和运载火箭燃料贮箱的纵缝、 环缝以及法兰环缝的焊接, 通常是采用氩弧焊、埋弧焊、二氧化碳自动焊等方法, 这些焊接方法在生产中容易出现的问题是:由于焊接热输入量大而引起焊接变形; 对于厚壁件开坡口进行多层焊易产生夹渣、气孔、裂纹等焊接缺陷,所以,必须研究新型焊接技术, 以取代老一代焊接技术, 大幅度提高产品质量和可靠性。
4、法兰环缝局部真空电子束焊接装置简介
法兰环缝局部真空电子束焊接装置 (见图1)是由电源系统、控制系统、电子枪、 局部真空室及真空系统、 整体框架结构、 机械对中以及二次电子对中与示教系统等组成。局部真空室及真空系统包含有大直径旋转动密封技术,直线移动动密封技术,工件与局部真空室的静密封技术,上、中、下三层真空室的合轴技术以及特殊的真空系统设计。控制系统包括真空系统的控制、焊接参数的控制以及焊接参数的实时检测等,在控制方式上采用在上位机控制下的自动和手动两种控制方式以及在PLC控制下的自动和手动两种控制方式。在整体结构的设计中仔细研究了更换焊接工件的方法、高压旋转馈电机构以及X射线的防护等技术。

法兰环缝局部真空电子束焊接装置达到的指标如下:
(1) 可焊接火箭外壳铝合金前后底典型结构样件法兰,法兰直径φ100-300mm焊缝质量符合GJB1718-93电子束焊接标准;
(2) 加速电压60kV,功率8kW;
(3) 局部真空室压力不大于5×10-2Pa ;
(4) 可焊铝合金试验件的最大厚度为20mm;
(5) 在正常焊接条件下局部真空室的X射线最大泄漏量符合GB4792-84有关规定
(6) 焊接装置具有电子枪行走及焊接工艺的微机控制功能。
5、法兰环缝局部真空电子束焊接装置已突破的关键技术
(1) 局部真空密封技术:电子枪的移动需解决电子枪支板与旋转板之间、旋转板与局部真空室之间动密封问题、正反面局部真空室与工件静密封的可靠性;
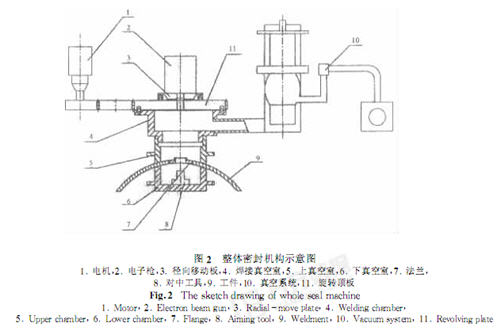
(2) 旋转动密封机构:旋转动密封机构在国外类似的结构有空心“O”圈密封、 夹层密封及磁流体密封多种方案,为了制定正确合理的方案,我们经过理论计算并安排了专项试验,决定采用单层密封圈,顶板旋转定位采用与角接触球轴承类似的特殊轴承, 该轴承同时起到减少密封圈摩擦力的作用。整体密封机构示意图见图2。
(3) 复杂真空系统设计与实现:针对圆柱型真空室的特点,与真空室连接处采用矩形截面管道,尽可能增大管道截面面积,减少管阻,在离真空室远处通过90。弯管竖直向下,在竖管两侧接两台阀门和与之相配的KT-150扩散泵,共用一台2X-30机械泵。
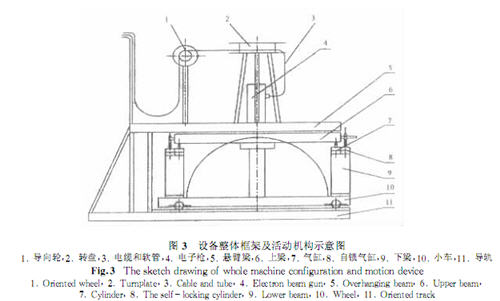
(4)上下真空室及合轴技术:焊接真空室、上下真空室有两大作用,一个作用是通过密封圈压紧在工件的局部,形成真空环境;另一个重要作用是利用上真空室的基准配合面通过对中工具将下真空室、工件与焊接真空室连成整体,最后实现电子束(或枪)的回转中心线与法兰中心线合轴。根据上下真空室的设计思想, 对于不同的工件焊接、上下真空室与工件的配合面应与工件一致。我们设计以某型号二级火箭前后底顶盖作为结构样件, 该样件最大直径为1400mm,理论内型面为旋转椭球面,材料为铝合金。设备整体框架及活动机构示意图见图3。
(5)电子枪稳定性技术研究。
(6)旋转高压馈电机构。
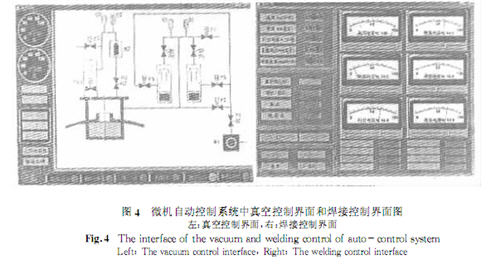
(7) 电子枪运动状态下对缝及焊接工艺参数的微机控制技术: 局部真空电子束焊接装置的微机自动控制系统中真空控制界面和焊接控制界面见图4。
6、结论
(1)局部真空电子束焊接技术是一种先进的焊接技术,在国防工业和民用工业有广泛的应用前景。
(2) 法兰环缝局部真空电子束焊接设备的研究,填补了国内空白,为焊接大型运载火箭外壳铝合金前后底法兰作技术储备,有望在我国今后新型火箭研制中推广应用这一先进的技术, 以进一步提高我国火箭研制的水平和质量。
(3)在法兰环缝局部真空电子束焊接设备研究中,已突破了大直径旋转动密封技术, 在国防工业和民用工业有很好的应用前景。
(4)焊接装置具有焊接过程、焊接工艺和焊接参数实时检测的微机控制功能, 提高了电子束焊机的自动化程度,为精密产品的焊接提供技术保障。











