臭氧灭菌在真空冷冻干燥中的应用(2)
3、臭氧在冻干设备中的灭菌条件
3.1、臭氧气体的输入控制
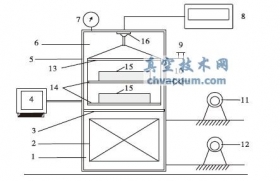
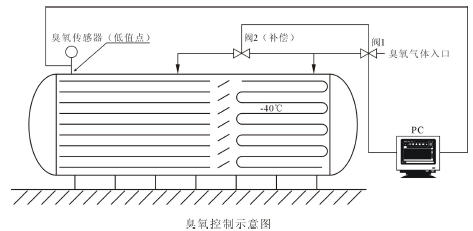
要使冻干机的干燥仓和冷凝仓能彻底消毒,臭氧气体的输入浓度、输入时间是十分重要的。实践证明:1%浓度以下的臭氧在空气中(常温常压)中的半衰退期为30min,温度越高,分解速度越快,并且臭氧浓度低于0.2mg/m3,就无杀菌作用。臭氧是靠氧分子携带的活性氧原子的氧化作用起到杀菌作用,并且臭氧在常压常温下是及不稳定的,所以输入容器时的气体走向、温度、压力对臭氧的衰退有很大的影响。再者臭氧的比重比空气大(臭氧密度为1.68,空气为1),根据以上臭氧的特点,我们在输入臭氧气体消毒时,尽量降低容器的温度,增加容器的湿度,减低容器中的压强。要满足这些条件,在控制中要设计成自动的程序控制。在要进行消毒的生产批次时,因捕水冷凝器中温度已达-40℃左右,所以就可不必化霜。取出干燥后的制品,先进行搁板的降温至常温,然后进行干燥仓和捕水仓的CIP 清洗,再打开水环泵将容器仓抽空到8000Pa左右,这样整个容器就保持了湿度和低压。臭氧的输入口从捕水冷凝仓上部处输入,这样输入的臭氧气体在途经捕水仓时,是处在低温状态下弥漫至干燥仓,再加上干燥仓上部的臭氧输入补偿口的打开,使臭氧气体符合低温、低压、高湿的状态条件,同时控制好D值(作用时间),就能有效地快速地达到灭菌的目的。
3.2、臭氧灭菌的控制
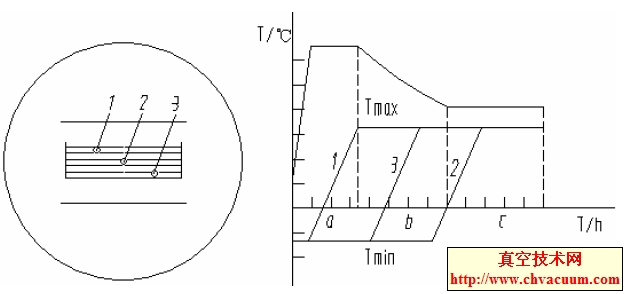
以上的灭菌条件满足后,关键是多少浓度的臭氧及多少作用时间才能杀灭容器中的细菌,这是冻干机臭氧灭菌的关键控制。上文提到臭氧的输入先从捕水仓处输入,然后向干燥仓弥漫,那么在干燥仓出制品的仓门上部是臭氧气体最后到达的部位,也称为低值点。如果这部位上的点所测到的臭氧浓度达到灭菌所需浓度值,那么整个仓里的各部位浓度肯定达到规定值,所以测量臭氧浓度的传感器应安置在这低值点的位置进行测量较为精确。这是其一。其二,浓度衰退期的控制,臭氧浓度在事先消菌时针对生产过程中令产生的微生物的种类及容器仓的容积事先设定。然后根据杀灭微生物数量达90%所需的时间(称为D 值,单位为min)进行设定。那么在整个作用时间内,只要保证所设定输入的臭氧浓度不衰退,那么灭菌目标就能保证。所以在低值点的臭氧传感器在作用时间内只要测到低于设定值就会马上反馈至臭氧气体输入阀打开进行补充,保持所需浓度。在计算机自动控制下,浓度的曲线在始终控制的范围内,无需手工操作,这样即方便控制,又达到了精度。这在本公司出厂的设备在灭菌操作中采用以上控制,无一发生不合格现象。
3.3、灭菌之后的臭氧还原性
用化学灭菌后有残余化学物滞留而污染食品,那么臭氧灭菌后对食品冻干是否有影响呢?前文已提到臭氧是一个极不稳定的气体,在常温下即可自行分解,衰退期又快,在消毒结束后只要超过30min 即进入半衰退期,如果温度越高分解速度越快,如达到80℃即分解>80%,成为氧气和水,所以消毒后,进行干燥库的辐射板加热循环,加快臭氧的分解,不会留下任何残留物,决不会对食品产生危害,这就是臭氧消毒的最大优点,也成为安全食品所对应的优选消毒方法的原因。

3.4、臭氧灭菌时冻干设备的特殊性
正因为臭氧气体具有强氧化性,特别是高浓度的臭氧,对冻干机的干燥仓和捕水仓所用的橡胶密封件有腐蚀作用。一般的丁晴橡胶不耐臭氧气体。实际使用证明,只要在1ppm浓度的臭氧环境中连续放置50小时就会发生密封圈的腐蚀性损害,导致真空泄漏。所以密封圈、片、条都要采用耐臭氧的硅或氟橡胶材料,确保长期使用不发生泄漏。
4、结论
目前,国内的臭氧灭菌技术已广泛地应用于各个领域,在食品工业的应用也已有很长时间了,人们已总结出了臭氧灭菌的规律和采用的手段,取得了显著的经济和社会效益。臭氧灭菌用在真空冷冻干燥上还是初始阶段。通过不断的摸索和总结及提高后,臭氧灭菌在冻干领域有着更为广阔的应用空间。