热处理工艺对H13钢组织和力学性能的影响(2)
3.4、经真空高压气淬和盐浴分级淬火的H13 钢中氢、氮、氧含量
采用真空熔炼,可以充分去除钢液中H2、O2、N2 ,目前广泛使用的钢液真空脱气处理,使钢液更纯净,钢材更致密,提高了钢的质量。固态金属进行真空热处理,同样有脱气作用,金属的脱气,可提高其塑性和强度。真空度越高,温度越高,脱气时间越长,越有利于金属的脱气。降低钢中的氧含量,可以显著改善钢的韧性。国外有些特殊钢厂将模具钢的含氧量规定为≤15 ×10- 6 ,如日本山阳特殊钢公司规定高纯净度H13 模具钢中的含氧量≤10 ×10- 6。选用上述力学性能试棒,经线切割制样,尺寸为< 5 mm ×100 mm,测定其杂质元素H、O、N的含量,具体数值见表7。由表7可知, H13钢经真空高压气淬后O、N的表7经盐浴分级淬火和真空高压气淬的H13钢中的杂质含量(质量分数,%)

表7经盐浴分级淬火和真空高压气淬的H13钢中的杂质含量(质量分数, % )
含量均小于盐浴分级淬火的O、N含量。分析结果表明,国产H13钢在盐浴分级淬火后的含氧量为58×10- 6 ,明显高于国外标准。而国产的H13钢真空淬火后含氧量为18 ×10- 6 ,接近于国外同类产品供货状态的含氧量。所以对于国产的H13钢来说,真空淬火降低了钢中的N、O含量,有利于确保材料的塑性和韧性。
3.5、应力
经测定, < 50 mm ×50 mm H13钢试样真空高压气淬后,表面为残余压应力,为- 26. 70 MPa;同样试样真空油淬后,表面为拉应力,为+ 10. 5 MPa,说明真空高压气淬的试样中以热应力为主,油淬则以组织应力为主。所以在真空高压气淬分级后,应尽可能快冷,增加组织应力,抵消部分热应力,从而减小热应力,减小模具的畸变。
3.6、不同工艺真空高压气淬后的组织
据真空技术网的另文介绍,经不同冷却速度淬火的优质压铸模用钢会得到不同的组织,其韧性也不同。冷却越快,韧性越高,见表8。
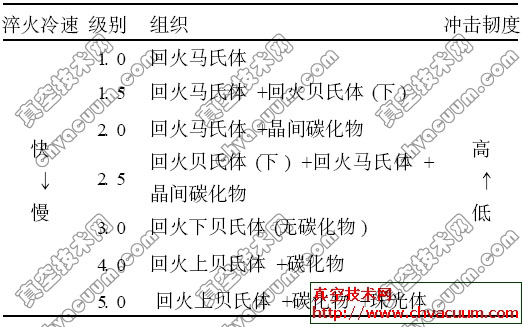
表8 H13钢的淬火、回火组织评级
在真空高压设备中进行了分级淬火试验,试样有效厚度为160 mm,于450 ℃分级30 min,快冷至表面温度200 ℃后缓慢冷却,结果表层组织为较粗马氏体+残留奥氏体+极少量颗粒状碳化物,见图1;心部组织为较粗马氏体+残留奥氏体+极少量颗粒状碳化物+少量贝氏体,见图2。这是因为心部温度过高,停留时间长,所以生成少量贝氏体。
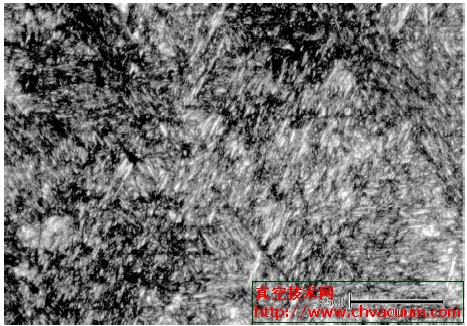
图1 经真空高压分级气淬的H13钢试样表层的显微组织
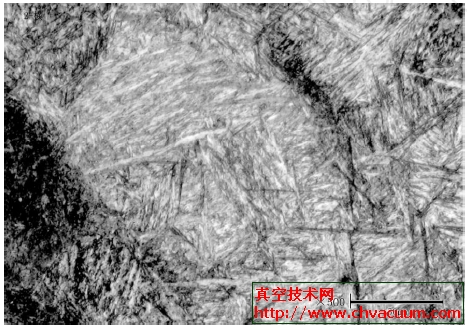
图2 经真空高压分级气淬的H13钢试样心部的显微组织
在真空高压设备中进行了等温淬火试验,试样有效厚度为150mm,在270℃等温90min,结果生成了下贝氏体组织,见图3。
由于我国的真空高压气淬设备大多在6bar以下,根据H13钢的连续冷却转变曲线,在生产条下,尤其是较大尺寸( > 100 mm)工件,淬火后或多或少会存在贝氏体。贝氏体的存在不利于H13钢的冲击韧度,所以H13钢在真空高压气淬时最好直接快速冷却到室温,尽可能减少贝氏体。对于H13钢压铸模,为减小畸变,可以进行分级淬火,分级结束后,应快速冷却至室温,迅速通过400~200 ℃的贝氏体转变区,如果慢冷,可能在心部形成下贝氏体。如果在200~400 ℃之间停留时间过长,将完全转变为贝氏体组织,不利于材料的韧性。
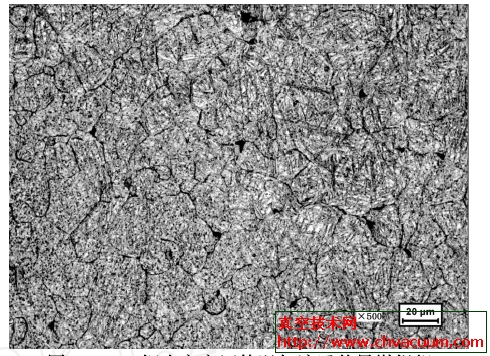
图3 H13钢真空高压等温气淬后的显微组织
4、结论
(1) H13钢真空高压气淬后的力学性能比盐浴分级淬火后的性能优越。
(2)真空高压气淬可以减小H13钢中的O、N含量,有利于材料的塑性和韧性。
(3)真空高压气淬的残留奥氏体较多,可以阻止淬火裂纹的产生和扩展。
(4)在真空高压气淬炉中实施分级或等温淬火时,分级结束后应快冷,以抑制贝氏体形成,并可增加组织应力,抵消部分热应力,从而减小模具的畸变。
(5)真空高压气淬后工件表面形成压应力(油淬后形成拉应力) ,工件不易淬裂。