水溶性淬火介质在现代热处理中的应用研究(2)
为保证搂齿淬火质量,在生产过程中一般每天都对介质测试一次,高于婆梅密度7.5就加水进行调整,温度控制在50℃以下,但在生产过程中有时达到近80℃,但工件硬度保持不变,介质性能没有发生变化。
3.2、方捆机切刀热处理
方捆机切刀有4种其厚度要求为14mm的板材,它是该产品关键件之一,原设计为T9钢,要求热处理硬度56HRC-60HRC,因市场买不到14mm厚的T9钢板,临时改为45钢淬火用传统方法水淬硬度不足,采用水溶性淬火介质完全达到了硬度要求,解决了生产急需,保证了销售供货期限。
3.3、讨论
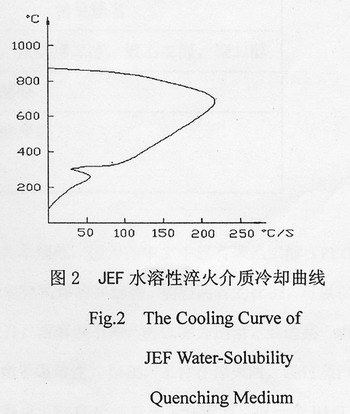
理想的淬火冷却介质应具有如下特征:当工件冷却到高于650℃时,冷却速度稍慢,以免工件变形过大,而在奥氏体(A)不稳定区650℃-400℃冷却时,应具有足够大的冷却速度,以防止奥氏体发生珠光体转变,在400℃以下冷却时,其冷速应趋于缓慢,以免马氏体(M)相变时产生极大的内应力,引起变形甚至开裂。从应用结果与材料的内部显微组织(见65Mn楼齿金相组织,图1)特征及在冷却时产生定温放热爆炸反应现象及。JEF型淬火介质冷却曲线(见图2)看, JEF型水溶性淬火介质中的化学元素在300℃附近(320℃-280℃)的特定温度下突然发生爆炸反应,反应生成的热流紧紧包裹在工件周围使工件的冷却速度骤然下降,随机冷却曲线出现断点,过后工件又恢复正常冷却速度;这一特性既保证了介质的冷却能力又解决了300℃附近的冷却速度问题,使工件在强冷却能力的介质中迅速过冷、充分淬硬,当温度降到300℃附近时又突然缓冷,减小淬火应力确保材料不开裂,畸变小。
4、经济效益分析
以生产搂齿计算,首先,由于降低了淬火加热温度,节电要超过10%,按此计算,每班至少节省30-40元;其次,由于以水代油无火灾隐患,无需配备更多的消防器具,节省了一定的开支。另外在劳保方面不用带耐油防护手套,耐油鞋等防护用品;再次,最主要的是淬火介质消耗减少,按往年热处理工件数量需消耗3吨左右变压器油,按2003年价格计算,价值为2.025万元左右,使用、JEF型淬火介质,2004年,价值为0.455万元,当年节省1.57万元,从另一个角度讲用油淬火每吨工件介质成本为370元,而用水溶性介质成本每吨为82.8元:水溶性淬火介质彻底解决了火灾的隐患,无污染,社会经济效益十分显著。
5、注意事项
(1)水溶性淬火介质为无机高分子复合结构,对工件有微腐蚀现象,对淬火后不再进行金属切削加工的工件需要清洗,不然在存放过程中会生锈;解决的办法最好是在回火后浸水清洗。
(2)在中国寒冷地区不宜在外存放,不然会把容器冻裂,在冬季生产时要特别注意循环管道的防冻。
(3)由于水溶性淬火介质有定温放热爆炸反应功能,对工件表面要求应无明显划痕,否则易在此处造成淬火裂纹。
6、结语
(1)通过实验分析与生产实际应用,JEF型水溶性淬火介质完全可以代替油,且它的淬火冷却速度可通过浓度来调整。
(2)JEF型水溶性淬火介质的冷却速度随其浓度的增加而减小,但要控制在一定范围内。
(3)同牌号同浓度的淬火介质适用材质多。
(4)浓度测试操作简单、容易掌握。
(5)节能、降耗、高效、环保。